

鋼自奧氏體化溫度實施淬火時,冷速必須大于臨界值,不觸碰C曲線的“鼻子尖”才能獲得馬氏體組織。傳統觀點認為,在馬氏體轉變的溫度區間內快速冷卻,由于會產生過大的拉伸內應力,往往導致工件的變形或開裂。1992年,烏克蘭科學院工程熱物理研究所的H、И· Kobasko教授,通過長期研究發現,工件淬火開裂的概率并不是一直隨淬火冷卻速度的增大而增加的。當冷卻速度超過某一數值后,進一步增大冷卻速度,反而使淬火開裂幾率下降,甚至不發生開裂,鋼的力學性能得到改善,工件的使用壽命延長。在此基礎上,他開發了強烈淬火技術,并申請了專利。與常規淬火通常用油、水或PAG溶液淬火冷卻不同,強烈淬火用劇烈攪拌或劇烈噴射的水或鹽水冷卻,其冷卻速度極快,而不必擔心鋼件過度畸變和開裂。與常規淬火相比,強烈淬火鋼件的使用壽命可延長3-4倍;采用強烈淬火工藝可以用普通碳鋼和便宜的低合金鋼代替合金鋼和高合金鋼;可以用水或水溶液淬火代替油淬火從而減少環境污染和火災隱患;采用強烈淬火也容易實現自動化,能夠縮短滲碳時間甚至省去滲碳工序,提高勞動生產率,節約能源和降低生產成本。由于強烈淬火具有上述優點,隨著對強烈淬火技術研究的深入和完善,近年來強烈淬火技術在一些領域受到重視。

一、強烈淬火原理
工件在淬火冷卻過程中,由于冷卻收縮和相變時母相和生成相的密度不同而發生體積變化。由于工件表層和心部存在溫差和相變非同時發生,以及相變量的不同,致使表層和心部的體積變化不能同步進行,因而產生內應力。按照內應力的成因,可分為熱內應力(熱應力)和組織內應力(組織應力)。內應力發生于淬火的全過程,因而內應力又可分為瞬時內應力和殘余內應力,相應的有瞬時熱應力、殘余熱應力和瞬時組織應力、殘余組織應力。內應力是由熱應力和組織應力疊加產生的合成應力。按照常規淬火的理論與實踐,隨著馬氏體轉變溫度區間冷卻速度的增大,殘留應力增大,工件淬火開裂的幾率增大。但是有限元計算表明,在馬氏體轉變溫度區間,隨著冷卻速度增大,裂紋形成幾率先增大,然后又逐漸減少到零,即在馬氏體轉變溫度區間用非常高的冷卻速度冷卻,可以有效地防止淬火開裂,如圖1所示。
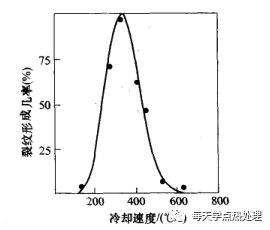
▲圖1 冷卻速度對零件淬裂幾率的影響
采用有限元方法分析圓柱試樣表面殘留應力與冷卻速率的關系,結果見圖2。
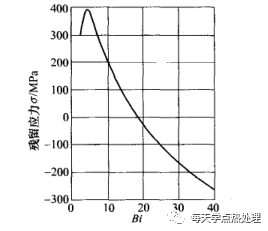
▲圖2 圓柱試樣表面殘留周向應力與Bi值的關系
圖中縱坐標為周向殘留應力,橫坐標為畢奧數值( Biot number),記為Bi,Bi=Rh/λ,
h為試樣表面與冷卻介質間的換熱系數(傳熱系數),單位為W/(m2·°C),
λ為熱導率,單位為W/(m·°C),
R為試樣半徑,單位為m。
Bi值表征了在淬火冷卻過程中,工件心、表溫度的均勻程度。
Bi→0,表明冷卻速度極慢,心、表溫度趨于均勻;
B→∞,表明冷卻速度極快,心、表溫差最大。
由圖2可以看出,隨著Bi值增大,殘留拉應力先增大,Bi=4時達最大值,然后降低,當Bi≥20時,殘留應力由拉伸應力轉變為壓縮應力。這個結果與淬火開裂幾率的分析一致。在馬氏體轉變溫度區間,工件的冷卻速度可用下式計算:
αKn(T-Tm)
υ=——————
K
式中 υ——工件心部的冷卻速度(℃/s)
α——平均導熱系數(m2/s)
Kn——Kondratjev值
K——工件心部溫度(℃)
Tm——淬火介質溫度(℃)
Kn與Bi之間有如下關系:
?
Kn=ψBi=Bi/(Bi2+1.437Bi+1)
式中,ψ是溫度不均勻性的度量。Bi→0,ψ=1;Bi→∞,ψ=0,當0.8≤Kn≤1時,工件表面將形成殘留壓應力。
上述計算結果可以用淬火內應力、相變塑性和相變前后密度變化予以解釋。奧氏體在不同冷速下能夠變成珠光體、貝氏體、或馬氏體,所有這些相變都伴隨著體積膨脹。體積膨脹的大小與奧氏體是否受外力作用有關。圖3,為奧氏體在所有拉伸應力和沒有拉伸應力作用下,緩慢與快速冷卻時,試樣相對伸長示意圖。
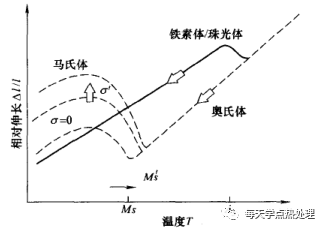
▲圖3 極快速冷卻過程中,拉伸應力對鋼樣相對長度變化的影響
在接近緩慢平衡冷卻時,在Ar3和Ar1溫度區間,奧氏體轉變為珠光體和鐵素體;快速冷卻時,擴散相變被抑制,當溫度降至Ms時,不受應力作用的奧氏體轉變為馬氏體并伴隨體積增大。如果奧氏體受到拉伸應力的作用,Ms升高到Ms′,試樣的相對伸長增大。當奧氏體受到壓縮應力作用時,情況則反之。這個現象稱為相變塑性。
在強烈淬火過程中,由相變塑性和奧氏體-馬氏體轉變的密度變化導致殘留應力增加。強烈淬火時,工件表面立即冷卻到淬火介質溫度,工件心部溫度幾乎沒有變化。快速冷卻引起表層收縮并形成高的拉伸應力,該應力被心部的壓縮應力所平衡。在馬氏體開始轉變時溫度梯度的增大使拉伸應力增加,導致馬氏體開始轉變點溫度Ms升高,引起相變塑性而使表層膨脹,如果高的Ms點伴隨著馬氏體轉變的顯著的體積膨脹,表面拉應力會明顯減小,并轉化為壓應力。表面壓應力的數值和生成的表面馬氏體量成正比。這種表面壓應力決定著心部是在壓縮條件下發生馬氏體轉變還是在進一步冷卻時表面重新形成拉應力。如果馬氏體轉變使心部膨脹足夠大,和表層馬氏體很硬很脆,表層可能由于應力逆轉而破裂。因此,心部馬氏體轉變應盡可能使表層形成壓應力。

上述分析表明,強烈淬火必須滿足兩個判據:
①強烈淬火設備必須能夠提供足夠快的冷卻速度,使Bi≥20,或使0.8≤Kn≤1。
②強烈淬火過程應該在表面達到最大壓應力狀態時中斷,轉而在Ms溫度等溫冷卻。
如此會延遲心部的冷卻,使馬氏體轉變變慢,在表層形成高的壓縮應力。當表面硬化層達到優化厚度,并形成最大壓應力時,就完成全部劇烈淬火過程。另一個強烈淬火方法是使工件表面強烈冷卻到某一溫度,在該溫度使過冷奧氏體轉變不超過30%的馬氏體,然后強烈淬火中斷,使工件在空氣中冷卻到截面溫度平衡,也使形成的新馬氏體得以回火并避免淬火裂紋形成。最后強烈冷卻到室溫,使其余的奧氏體轉變為馬氏體。
二、強烈淬火對鋼的組織性能的影響極其應用
采用油、50%CaCl2水溶液和CaCl2水溶液+液氮作為冷卻介質對T7A鋼和60Si2Mn鋼進行淬火,然后460℃回火2h,測其力學性能,結果見表1。
▼表1 鋼試樣普通淬火和冷卻淬火回火油的力學性能

與普通淬油比較,采用CaCl2水溶液+液氮進行強烈淬火,在馬氏體轉溫度區間冷速達30℃/s,淬火后T7A鋼的屈服強度提高25%,伸長率提高97%;
60Si2Mn鋼屈服強度提高28%,但延長率降低了41%。
滲碳+強烈淬火能夠大幅度縮短滲碳周期,改善熱處理質量。圖2是AISI8617鋼(wt:0.15-0.20C%-0.15-0.35%Si-0.7-0.9%Mn-0.4-0.6Cr-0.15-0.25Mo-0.4-0.7Ni)制造的軸承圈不同熱處理工藝后的硬度分布曲線。軸承圈壁厚4mm。曲線1和2為滲碳+油淬的硬度分布曲線,曲線3為縮短1/2滲碳時間+強烈淬火的硬度分布曲線。無論是表面最大硬度還是有效硬化層深度(界限值50HRC)后者都明顯優于前者。
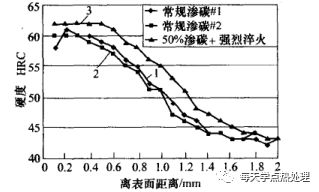
▲圖2 有效硬化層深為1.5-1.5mm的AISI8617鋼軸承圈的硬度分布
某汽車零件,如圖3所示,采用AISI8620鋼制造,經970℃滲碳不同時間(1~7h)后,進行常規油淬火,再在150℃回火1h。對滲碳件的硬度分布、殘留奧氏體量、晶粒尺寸和表面殘留應力進行測量與分析,結果表明,熱處理工藝對滲層殘留奧氏體量的影響很小,均為5%左右;強烈淬火滲層的晶粒尺寸(11ASTM)略小于常規油淬的晶粒尺寸(10ASTM);在相同滲碳時間下(7h),強烈淬火工件的表面硬度和有效硬化層深度分別達848HV和1.70m,而常規油淬僅為755HV和1.60mm;采用950°C滲碳3h然后在930°C滲碳1.5h+強烈淬火,工件表面硬度達780HV,有效硬化層深度為1.70mm,與常規滲碳油淬相比,達到相同或更好的滲碳效果,滲碳溫度降低,滲碳周期縮短近1/2;滲碳+強烈淬火和滲碳+油淬的最大表面殘留壓應力值分別為415.5MPa和304.3MPa,前者比后者提高36.5%。
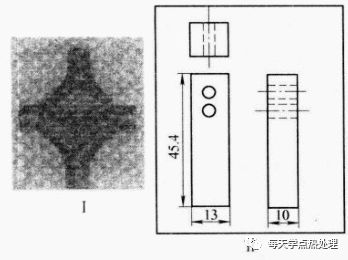
▲圖3 AISI8620鋼制零件
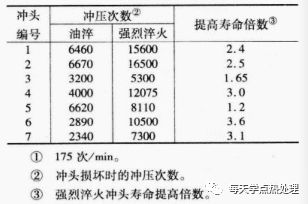
強烈淬火能夠明顯提高工件的使用壽命。M2高速鋼(W6Mo5Cr4V2)
Φ15.3mm×120mm沖頭經普通淬火和強烈淬火后,其使用壽命列于表2,強烈淬火可使沖頭壽命提高1~3倍。強烈淬火可使GCr15鋼制模具壽命提高1倍。
▼表2 自動成型機沖頭壽命
三、強烈淬火設備
強烈淬火技術要求有合適的淬火設備和合適的淬火介質。淬火介質包括加壓的水流、含有添加劑的水溶液或液氮。近年應用較多的是噴射水流的應用,根據工件形狀設計特定的水噴射裝置。
早期有如下幾例:
圖4是采用加壓水流對汽車半軸進行強烈淬火的設備簡圖。
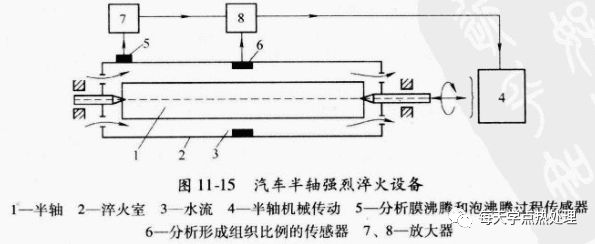
▲圖4 汽車半軸強烈淬火設備
整個淬火過程通過兩個傳感器控制。水流傳感器5,用來分析淬火介質膜沸騰的過程和泡沸騰的過程,并控制水流量和水流速度,相變傳感器6,分析相變產物的比例來控制工件的裝卸,其分析原理是基于馬氏體轉變導致鐵磁性的變化而實現的。在該設備上采用了兩種方法使工件表面獲得了最大殘留壓應力,此時相變傳感器6指示了特定的磁性的產生,表示發生了馬氏體相變,轉變多少。水流傳感器5則通過調節水流速度的方法使膜沸騰期最短。第二種方法是水流傳感器指示泡沸騰期的開始和結束,而相變傳感器則控制水流壓力并確定強烈淬火何時結束,以便使形成馬氏體的量少于30%。
這一技術國內已有企業已成功應用于以42CrMo為材料的汽車半軸調質的感應加熱淬火過程,多項性能指標的對比結果幾乎沒有其他技術可與之匹敵。
圖5,是一個強烈淬火試驗系統簡圖。
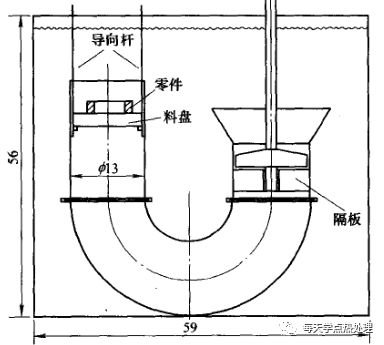
▲圖5 強烈淬火裝置簡圖
該系統由裝滿淬火介質的淬火槽和浸入的(immesd)U形鋼管組成。由調速電動機驅動的攪拌桿通過U形管攪動淬火介質。電動機的最高轉速為500/min,相應的淬火介質流速為1m/s。鋼件淬火在U形管的垂直部分進行。工件經奧氏體化加熱后,置于料盤沿著導向棒快速進入U形管的裝料區(淬火槽),并在該位置完成淬火。使用該設備對五齒鏈輪(見圖6)進行了強烈淬火試驗。
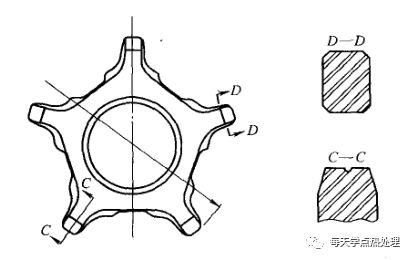
▲圖6 五齒鏈輪
鏈輪材料為AISI86B30鋼
(wt:0.27%~0.3%C-0.15%~0.35%Si-0.60%~0.95%Mn-0.35%~0.65%Cr-0.15%~0.25%Mo-0.35%~0.75%Ni-0.0005%-0.003%B)。其常規熱處理工藝為:在保護氣氛下于885°C加熱30min淬油,232°C回火2h。技術要求表面硬度46-50HRC,淬硬層深2-3mm。上述工藝熱處理后工件表面的平均硬度為48HRC,但硬度不夠均勻,硬度散差為4HRC;在相同溫度加熱保溫后,淬入高速流動(1m/s)的水和5%聚合物水溶液(溫度27-30°C)里進行強烈淬火。水淬火兩個工件的平均表面硬度為52HRC,最大硬度散差為2.1HRC,聚合物水溶液淬火工件的平均表面硬度度,為50HRC,最大硬度散差為0.8HRC。強烈淬火的工件均末開裂,并獲得了更高、更均勻的表面硬度和更深的淬硬層。
強烈淬火技術也在多個領域得到成功應用。例如:履帶式工程車、推土機的履帶板,過去使用40SiMn2中碳合金鋼或ZGMn13、ZG30Mn2Si鑄鋼制造。后來廣泛地被25MnB這種低碳合金硼鋼軋制型材取代,其調質工藝中的淬火過程就是應用了強烈淬火技術,尤以美國“卡特彼勒”(Caterpillar,CAT)工程機械的履帶板最為典型。履帶板自輥底加熱爐出料,快速通過上下劇烈噴水的噴板通道中,在十幾秒的時間內即完成劇烈淬火,再進入回火爐回火。履帶板重量比當時國產的減半,而壽命卻提高1倍還多。


本站曾在緊固件科普篇(一)中提到過,45鋼制M10螺栓淬水或淬鹽水容易裂,換做25%氫氧化鈉溶液后開裂現象消失。這其實就是增大淬火冷卻速度,開裂反而消失的現象,氫氧化鈉溶液是無機物溶液中冷速最高的淬火介質,且200℃以下的冷速又遠低于水。M8、M10、M12、m14等45鋼制螺栓,其直徑正好都處在45鋼淬水易開裂的7-16mm尺寸范圍內,而換做水噴射淬火或氫氧化鈉溶液淬火,開裂問題便可得到解決。氫氧化鈉為危化品,其溶液做淬火液有化學灼傷危險,一般很少采用,而噴射水流淬火可以通過壓力、流量的控制,在很大范圍內控制冷卻速度,在一些特定場合取得了很好的應用效果。
低碳鋼、低碳低合金鋼由于開裂傾向小,可以試驗盡可能大的冷速來探討更優異的性能,有時候可以替代中碳中合金鋼調質處理。
其實,感應加熱后的噴射冷卻應屬于強烈淬火,尤其用水做淬火介質的工件,其超硬度(相同材料比常規淬火硬度高的想象),以及高耐磨性,和開裂現象并不凸顯個工藝效果,都反映的是強烈淬火的特點。
但必須說明的是,強烈淬火可以避免開裂的理論有悖于大多數習慣性認知,也并不是所有場合都適用。只有在產品對象明確,試驗條件充分,分析結果確切,試驗驗證有效以后才能展開實施。

| |
|
? 請關注 微信公眾號: steeltuber.
轉載請保留鏈接: http://www.kqfzw.com.cn/Steel-Knowledge/qlchjsjjdgdzzxndyxjqyy.html |
