
由于P91鋼具有良好的高溫綜合性能,近十幾年來在我國大型發電站的主蒸汽管道中得到了廣泛應用。本文闡述了P91管道的焊接特性、焊接工藝、焊接質量檢驗、焊接質量監控及發展趨勢。
在我國近十幾年來的許多大型火力發電站機組建設中,主蒸汽管道都普遍采用A335P91(簡稱P91鋼)鋼。該鋼是美國七十年代末八十年代初開發的新型馬氏體耐熱鋼,相當于國產9Cr-1MoV鋼種,該鋼與國產鋼相比,以具有高溫強度高、抗氧化性能和抗蠕變性能好以及具有相對高的熱傳導性與低的熱膨脹率等特點,填補了鐵素體鋼 (如 P22)與奧氏體鋼間的空白,使焊件具有較小的截面尺寸,有效地降低了焊件壁厚,減少了材料用量,降低了管道熱應力,減少了熱疲勞裂紋的危險。
華能某地區電廠二期工程#3、#4爐擴建的2×300MW燃煤機組,由中南電力設計院設計,鍋爐由東方鍋爐(集團)股份有限公司生產,型號為DG1025/17.4-Ⅱ12,汽輪機采用哈爾濱汽輪機有限責任公司生產,型式為亞臨界一次中間再熱,單軸雙缸雙排汽凝汽式汽輪機。主蒸汽主管、支管和高旁閥前管道的設計溫度均為545℃,管材規格分別為Φ364×41、Φ273×29和Φ216×23,材質為A335P91。

P91鋼過去在我國各熱電站應用還不十分普遍,各施工單位的焊接工藝評定工作及焊接、熱處理的特點都需要在施工過程中摸索,而且管道組裝順序對焊接質量也起著關鍵作用。為保證P91鋼管道的焊接工藝和焊接質量達到要求,必須根據P91鋼的焊接特性作出焊接工藝評定,并根據評定報告作為現場安裝、焊接施工的依據,以及在現場施工過程中嚴格執行此工藝要求。
焊接性分析
鋼材的化學成分
A335—P91鋼的化學成分如下表:
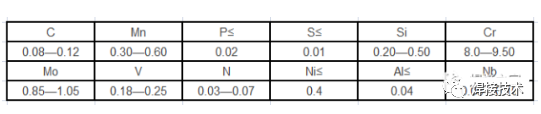
從上述表中可以看出,此鋼屬于中合金耐熱鋼。
P91鋼的焊接特性
① 由于P91是中合金鋼,它具有相當高的冷裂傾向,在不預熱條件下焊接裂紋達100%,當預熱200~250℃時可避免冷裂紋的產生。
② 在焊接過程中嚴格控制焊件的層間溫度,使其保持在預熱溫度或更高的溫度是首要的任務。其次要十分注意從層間溫度冷卻至焊后熱處理開始的時間間隔。
③ 對焊接輸入熱量的控制要求比較高,實踐經驗證明,采用較小的焊條直徑、比較低的層間溫度和較小的焊接線能量,沖擊韌性可以大大提高。
④ 焊接接頭在焊后狀態均為高硬度的不穩定組織,焊后必須作相應的熱處理。

焊接方法的選擇
P91鋼有較高的淬硬傾向,對焊接冷裂紋很敏感,可采用鎢極氬弧打底和低氫型焊條填充和蓋面的焊條電弧焊焊接。
焊接工藝規范、參數
坡口型式:
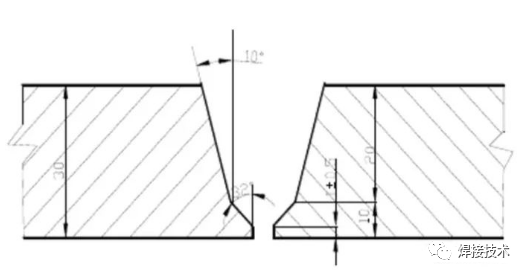
對口間隙:3~5mm
焊接參數

預熱方式/溫度:跟蹤電加熱/150-200℃(GTAW)、200-250℃(SMAW)。
保護氣體:氬氣,純度≥99.99%,氬氣流量:焊槍8-12L/min,背面第一遍10-25L/min,第二遍3-8L/min。
層間溫度:<250℃(采用遠紅外線測儀控溫)。
后熱處理:焊后升溫至300-350℃,保溫2h。
熱處理:溫度750℃-770℃,保溫時間5min/mm,且不少于4h;焊后熱處理升降溫度小于150℃/h。
按上述工藝焊接了水平固定、垂直固定各一件的Φ273×30試件,經檢查和檢驗,均符合規范要求。
焊接施工工藝
在工藝評定合格的基礎上,依據工藝評定報告,及時編制了有關的焊接作業指導書。P91鋼焊接作業指導書的內容如下:
焊前準備
1.焊材的選擇 焊絲ER90S-B9 焊條E9015-B9
2.坡口加工 坡口采用機械加工,坡口應平滑均勻,尺寸符合要求,對口前需認真檢查,發現不合格者必須用磨光機等工具修磨至合格。清理坡口內外壁兩側15~20mm范圍內的鐵銹、油污等污物,直至露出金屬光澤。
3.對口 應采用專用的對口卡具,不得強行組對,對口時應做到內壁齊平,如有錯口,其錯口量不超過壁厚的10%,且不大于1mm;對口前應仔細檢查坡口處母材是否有缺陷,如有應另行處理;點焊用的焊接材料、焊接工藝和選定的焊工技術條件應與正式焊接時相同;小徑薄壁管點焊時,間隙為2~3mm,可在坡口內直接點固2~3點,大口徑管點焊時,間隙為3~5 mm,點焊可采用“定位塊”固定。
焊前預熱
采用電腦溫控設備,對焊口進行跟蹤預熱,熱電偶對稱布置,熱電偶與管件應接觸良好,氬弧焊預熱溫度為150~200℃,焊條電弧焊預熱為200~250℃,預熱寬度從坡口中心每側不少于3倍的管壁厚計算。
打底層焊接
采用WS-400焊機,直流正接。當預熱溫度達到規定溫度并均勻后,大徑管由兩人對稱焊接,第一層和第二層焊縫均采用氬弧焊。打底層焊時,采用內送絲法,要注意根部熔合良好,厚度控制在2.8~3.2mm范圍內。為防止根部焊縫金屬氧化,應在管子內充氬保護。
充氬保護可參照下列要求進行:
a、充氬保護范圍以坡口中心為準,每側各200~300 mm處,以可溶紙或其它可溶材料,用耐高溫膠帶粘牢,做成密封氣室。
b、采用“充氣針”從坡口間隙或“探傷孔”中插入進行充氬,開始時氬氣流量背面為10~25L/min,第二遍背面為4~8 L/min,焊槍為8~12 L/min。
c、用點燃的打火機或火柴放至焊縫間隙附近,當火焰熄滅時,說明內部空氣已排空,可進行氬弧焊打底焊接。
焊條電弧焊填充、蓋面層焊接
氬弧焊完成后,將預熱溫度升至200~250℃,開始電弧焊;采用直流反接法、兩人對稱焊接。由于P91鋼焊接時,熔池鐵水粘度大,流動性差,焊接規范又小,因而容易出現夾渣,層間未熔合等缺陷,因此為避免大的缺陷產生及保證焊接接頭的綜合機械性能,必須采用多層多道、小規范進行焊接,焊層厚度盡量薄,每層焊道厚度不超過4mm;擺動焊接時,焊條擺幅不超過焊條直徑的4倍,每層焊道必須清理干凈,尤其注意清理接頭及焊道兩側,焊縫外表焊接完畢,要求焊工立即進行清理自檢,發現外表成形不好的馬上補焊,嚴禁在焊縫冷卻后再直接補焊。
焊后熱處理
當焊接接頭不能及時進行熱處理時,應于焊后立即做加熱溫度為300~350℃、恒溫時間為2小時的后熱處理。
焊后熱處理采用多路輸出、多點測溫,且加熱器與熱電偶一一對應,焊口上、下溫度始終保持一致,使熱處理焊口在升、降溫速度以≤150℃/h為宜。降溫至300℃時,可不控制,冷卻至室溫。加熱溫度為750~770℃,恒溫時間為5min/mm,但最少不得少于4小時。
焊縫質量檢驗
焊縫質量按I類焊縫的驗收標準檢驗,檢驗內容及要求為:
1.外觀,按DL/T869—2004《火力發電廠焊接技術規程》,I類焊縫外觀的質量標準驗收;
2.無損檢驗,按JB4730對焊縫進行100%超聲波(UT)、磁粉(MT)探傷,I級合格;
3.硬度,熱處理完畢后,做100%硬度測定,硬度值小于350HB;
4.光譜,對焊縫金屬合金成分進行100%光譜分析復查。
焊縫返修
1.焊接接頭外觀檢查不符合標準時。輕者打磨焊補,嚴重者應割掉重新焊接。
2. 經無損檢驗不合格的焊接接頭,其缺陷可進行焊補,但必須在確認缺陷已經徹底消除的基礎上,按正常焊接工藝或焊補工藝規定進行。
3 .返修焊補的焊接接頭,一般同一焊口不得超過兩次,否則應割掉重新對口焊接。
4.返修焊補的焊接接頭,必須重新進行焊后熱處理和無損檢驗。
質量監控
加強對P91鋼焊接過程的控制工作,由于P91鋼的焊接性能較差,焊接過程中的任一環節控制不好都會導致焊接接頭機械性能差及裂紋等致命缺陷的產生。首先,所有焊工在上崗前,均要進行培訓并取得 P91鋼的上崗資格證書,其次,從措施、材料、設備、對口、焊接、熱處理參數、焊接接頭表面質量、無損探傷、缺陷焊縫的返修等各方面進行嚴格控制。
結論
通過選擇以上施工工藝,以及嚴格的技術、質量管理措施,華能該地區電廠二期工程#3、#4爐的主蒸汽管道焊縫的外觀質量、接頭表面硬度全部符合標準要求、無損探傷一次合格率達到100%。另外,從電廠主蒸汽管道水壓試驗和投入運行以來的情況來看,焊縫質量正常。因此,P91鋼管道采用上述焊接工藝是行之有效的。此外,火電站主蒸汽管道采用P91管材比過去普遍使用的P22管材有較高的性價比。目前,在大型火力發電機組中采用P91鋼已成為一種必然的趨勢。

| |
