鋼件淬火后均要進(jìn)行回火處理,工件的各種力學(xué)性能不是由淬火直接獲得,而是通過(guò)回火調(diào)理智取,所以回火是熱處理過(guò)程中一道十分重要的工序,同時(shí)又是一道周期長(zhǎng)、能耗高的工序,為了節(jié)能,熱處理同仁做了大量工作,取得了不少成果,現(xiàn)在簡(jiǎn)介節(jié)能回火的點(diǎn)滴工藝,有一定的局限性,僅供參考。回火是受擴(kuò)散控制的,組織轉(zhuǎn)變不僅取決于溫度,也取決于時(shí)間。二者相比,溫度是第一位的,時(shí)間是第二位的,但絲毫不能小視時(shí)間的作用,因?yàn)槊茉谝欢ǖ臈l件下會(huì)發(fā)生轉(zhuǎn)換。有一些轉(zhuǎn)變到一定溫度才發(fā)生,如殘留氏體的分解要在200℃以上,Fe3C碳化物的析出要在400℃以上,鐵素體的再結(jié)晶要在600℃以上等等,都表明了回火溫度的決定性影響。但所有的回火轉(zhuǎn)變都可以在一定溫度范圍內(nèi)發(fā)生,在該范圍內(nèi),較低溫度長(zhǎng)時(shí)間與較高溫度短時(shí)間發(fā)生的組織轉(zhuǎn)變可能有相同的效果,這就為高溫回代替低溫回提供了理論依據(jù)。碳鋼和低合金鋼的回火常分為低溫、中溫、高溫回火三類。回火溫度在Ac1以上的高溫回火法則沒(méi)有低、中、高溫之分。其選擇原則是短時(shí)高溫回火和長(zhǎng)時(shí)間低溫回火達(dá)到相的組織和力學(xué)性能。圖1是T8Mn鋼淬火后不同回火溫度、回火時(shí)間對(duì)硬度的關(guān)系圖,時(shí)間以對(duì)數(shù)坐標(biāo)表示,在大部分時(shí)間范圍內(nèi)硬度變化接近手直線,鋼的回火時(shí)間在10s以內(nèi)時(shí),回火后的硬度即發(fā)生快速變化,在1~10min時(shí),硬度變化相對(duì)較慢,但變化仍然很大,而在1~2h內(nèi)變化較小。
由圖1可以發(fā)現(xiàn),無(wú)論是低溫、中溫、高溫回火,硬度的變化都是在極短時(shí)間內(nèi)完成的,時(shí)間越長(zhǎng)變化越緩慢,高溫快速回火正是根據(jù)這一現(xiàn)象提出的。
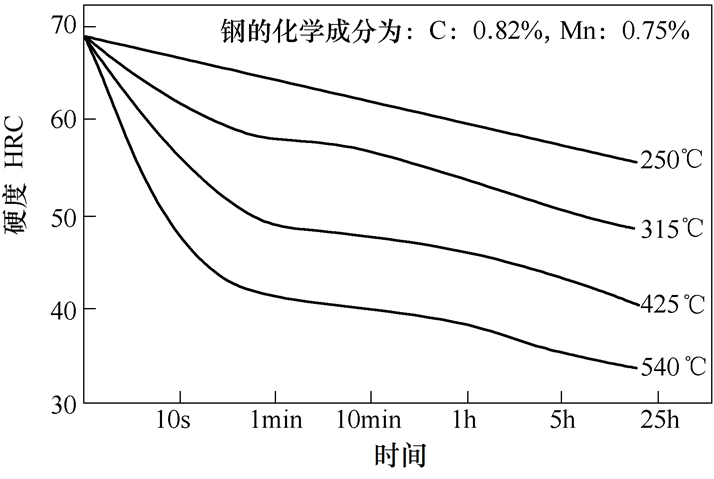
圖1 淬火鋼的回火溫度及時(shí)間對(duì)硬度的影響
回火過(guò)程中馬氏體的分解需要很大的激活能,據(jù)計(jì)算,馬氏體分解激活能為4.1868×33000J/mol,因此,馬氏體在室溫下是相當(dāng)穩(wěn)定的。有人做過(guò)試驗(yàn),在室溫下放置6年多,淬火馬氏體才半分解。要節(jié)能必須縮短回火時(shí)間提高回火溫度,以便使激合能高的馬氏體,在高溫短時(shí)間內(nèi)快速分解,從而獲得滿意的力學(xué)性能。具體表達(dá)式為:
式中T——回火時(shí)間,s;
Ks——回火時(shí)間基數(shù),s;
As——回火時(shí)間系數(shù),s/mm;
D——工件的有效厚度或直徑,mm。
例如,45鋼在860℃溫度快速回火時(shí),選Ks=30s、As=0.3、D=10mm,則T=30+0.3×10=33(s),即回火時(shí)間為33s,回火后硬度為52HRC,若用傳統(tǒng)的200℃×(1~1.5)h回火,回火后的硬度也是52HRC。
表1是75Mn鋼(0.75%、0.72%Mn或T8Mn)當(dāng)回火參量不變時(shí),采用不同回火溫度和保溫時(shí)間回火后的硬度和力學(xué)性能對(duì)照表。
表1 回火溫度和回火時(shí)間對(duì)75Mn鋼力學(xué)性能的影響
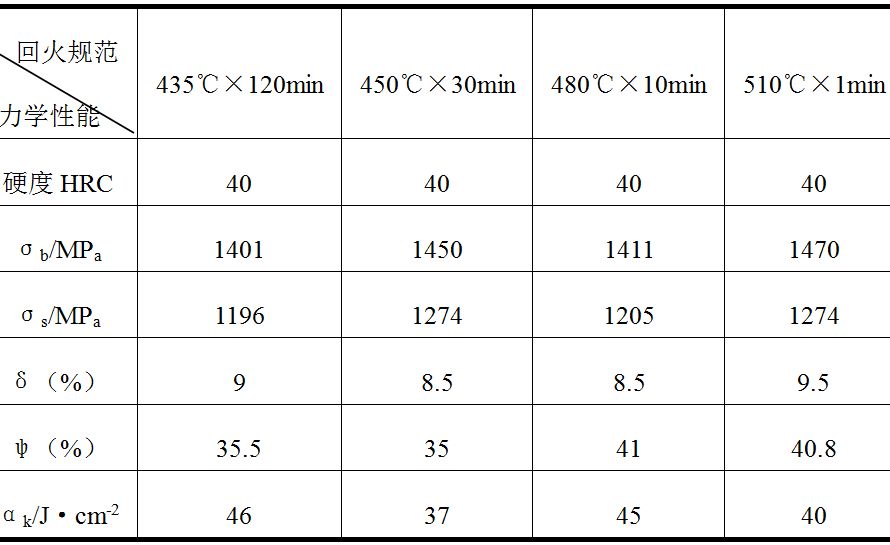
表1數(shù)據(jù)說(shuō)明,提高回火溫度,縮短保溫時(shí)間,不但可以得到相同的硬度,而且力學(xué)性能相差無(wú)幾。采用適當(dāng)提高回火溫度、縮短保溫時(shí)間 的快速回火方法,可以在保證產(chǎn)品質(zhì)量的前提下,達(dá)到可觀的節(jié)能效果。例如45鋼的軸,要求調(diào)質(zhì)硬度25~30HRC,將回火溫度度提高20℃,可使保溫時(shí)間減少約60%,其表面硬度和截面金相組織均與常規(guī)回火相同,但節(jié)電20%~25%。快速回火是把已淬過(guò)火的工件直接放入加熱爐中短時(shí)加熱后急冷或緩冷,而達(dá)到回火目的的一種特殊回火工藝。在變溫條件下,回火參量可以根據(jù)回火溫度與回火時(shí)間的瞬時(shí)變化關(guān)系積累計(jì)算。
式中P——回火參量;
Pt——相應(yīng)第i個(gè)1/n時(shí)間內(nèi)的回火參量。
工件在淬火爐中快速回火,實(shí)質(zhì)上是在加熱過(guò)程的變溫條件下完成回火轉(zhuǎn)變的,它不需要專門(mén)的回火爐,只利用淬火爐的工作間隙即可進(jìn)行回火。這種工藝方法無(wú)普遍性,只是在特定條件下使用。實(shí)踐證明,用碳鋼和低合金鋼制作的截面不大的工件,在淬火爐中快速加熱回火與常規(guī)回火具有相近的力學(xué)性能。表2為φ50mm的40Cr鋼的試驗(yàn)數(shù)據(jù)。在淬火爐中進(jìn)行快速回火的工藝參數(shù)與淬火件的材料、形狀尺寸、硬度要求、淬火爐型及爐溫有關(guān),當(dāng)這些已選定或?yàn)橐阎獣r(shí),則主要工藝參數(shù)為時(shí)間,而快速加熱回火是在加熱過(guò)程中完成的回火,加熱時(shí)工件溫度的變化率和瞬時(shí)達(dá)到的溫度都對(duì)回火效果有著直接的影響。因此,不宜用加熱系數(shù)來(lái)計(jì)算快速回火的加熱時(shí)間。表3為不同直徑的45鋼淬火件,當(dāng)硬度要求為40~45HRC時(shí),在800℃鹽浴中所需的回火時(shí)間及由回火時(shí)間除以工件有效直徑所得的加熱系數(shù)。
表2 40Cr鋼調(diào)質(zhì)回火工藝對(duì)力學(xué)性能的影響
回火規(guī)范 力學(xué)性能 | σb /MPa | σs/MPa | δ(%) | ψ(%) | αk/J·cm-2 | 回火后硬度HRC |
表面 | 中心 |
860℃淬油,610℃×3.h電爐回火后,油冷 | 734 | 688 | 21.2 | 59.4 | 113 | 24~27 | 21~23 |
860℃淬油,840℃×6.5min鹽浴爐回火后油冷 | 791 | 720 | 19.8 | 61.3 | 121 | 24~27 | 21~23 |
表3 45鋼在800℃鹽浴中快速回火的工藝參數(shù)
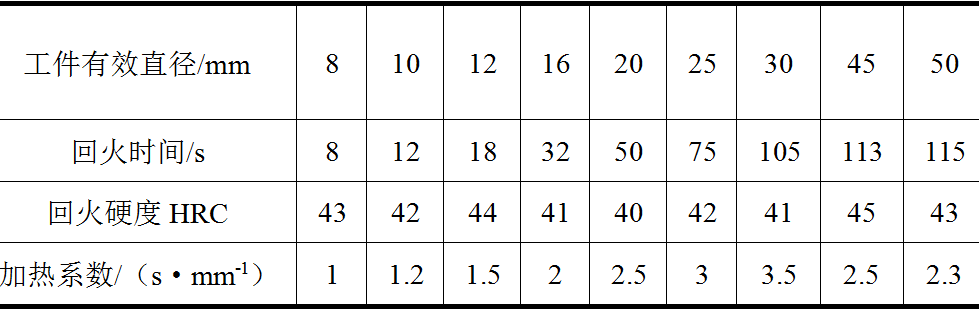
從表3可知,對(duì)于材料和淬火后刀光劍影工要求完全相同的工件,由于尺寸不同,其加熱系數(shù)也不一樣,有的甚至相差好幾倍。因此有些書(shū)本上推薦的快速回火的數(shù)據(jù)并不可靠,最好是自己親自試驗(yàn),有些單位經(jīng)反復(fù)試驗(yàn),得出了結(jié)構(gòu)鋼在淬火爐中快速回火的經(jīng)驗(yàn)公式,可供參考。
式中 T——加火加熱時(shí)間,s;
K——工件形狀尺寸系數(shù);
D——工件的有效直徑(厚度),mm。
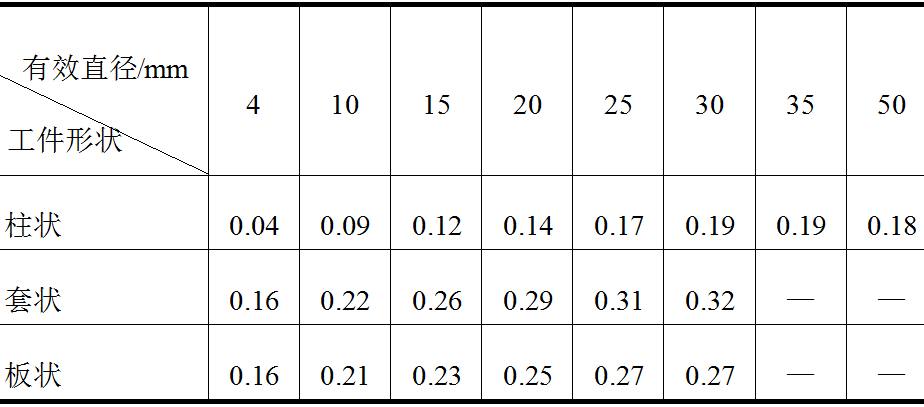
45鋼在800℃鹽浴中快速回火的形狀尺寸系數(shù)見(jiàn)表4。
表4 45鋼制工件在800℃鹽浴中快速回火形狀尺寸系數(shù)
值得注意的是,當(dāng)爐溫發(fā)生變化時(shí),加熱時(shí)間也應(yīng)跟著變,大致的規(guī)律是,每變化10℃,加熱時(shí)間要相應(yīng)增減8%~10%。圖2是兩種高速鋼高溫回火溫度和保溫時(shí)間的關(guān)系,供選擇回火工藝參考。其中I區(qū)內(nèi)任何一點(diǎn)的回火溫度與時(shí)間的搭配,均可使工具達(dá)到常規(guī)回火效果。
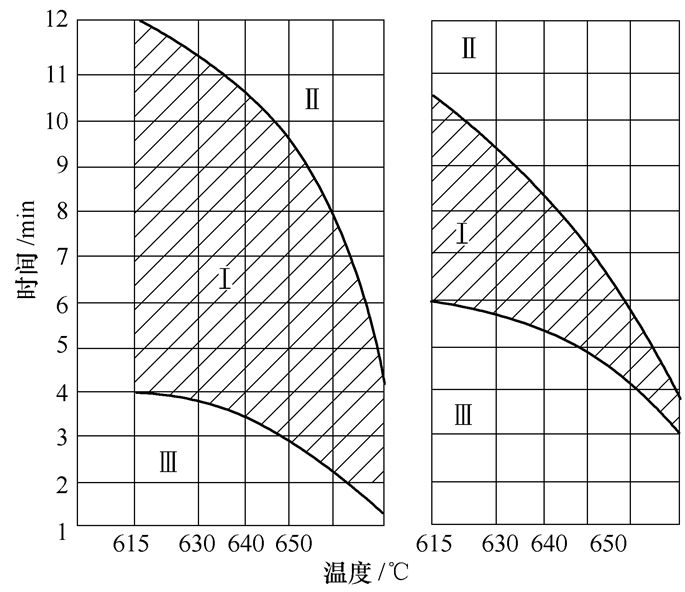
(a)W6Mo5Cr4V2(1220℃加熱淬火)(b)W6Mo5Cr4V2Co5(1215℃加熱淬火)
圖2 高溫回火時(shí)間回火溫度與保溫時(shí)間的關(guān)系
手用絲錐一般用9SiCr、GCr15鋼制造,少數(shù)廠家用T12A,刃部硬度要求61~64HRC,方尾柄部要求40~50HRC。由于方尾只有幾毫米長(zhǎng),淬火加熱時(shí)全部入液,刃柄一起硬化。淬火后裝入合適的夾具中,方尾部分入600℃的硝鹽中快速加熱40~80S(根據(jù)具體規(guī)格而定),硬度正好落在工藝要求范圍內(nèi)。最后施以180~200℃×2h回火。某自動(dòng)車上使用的彈簧夾頭如圖3所示,材質(zhì)為60Si2Mn,此材料硬度在40~45HRC時(shí)有很好的彈性,硬度>55HRC時(shí)有良好的耐磨性。因此,將夾頭柄部的硬度定為40~45HRC,夾頭硬度定為55~60HRC是比較切合實(shí)際的。通過(guò)淬火+低溫回火,可以保證工件整體硬度≥56HRC,然后再在硝鹽中高溫局部快速回火。快速回火時(shí)要注意對(duì)過(guò)渡區(qū)的控制,通過(guò)專用夾具,保證夾頭過(guò)渡區(qū)下部10mm浸在硝鹽中,回火時(shí)間同硬度的關(guān)系見(jiàn)表5。
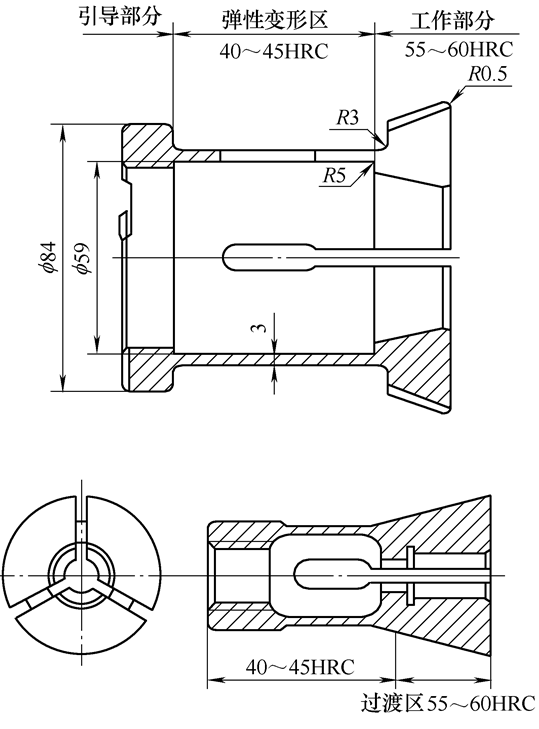
圖 3 彈簧夾頭結(jié)構(gòu)示意
表5 彈簧夾頭高溫快速回火時(shí)間同硬度的關(guān)系
回火溫度 540~560℃ | 回火時(shí)間/s | 柄部硬度HRC | 頭部硬度HRC |
30 | 52~55 | 58~61 |
50 | 48~51 | 58~60 |
70 | 44~47 | 57~59 |
90 | 42~44 | 57~59 |
上述快速回火工藝,滿足了同一工件不同部位不同硬度要求的技術(shù)規(guī)范,在現(xiàn)實(shí)生產(chǎn)中很有經(jīng)濟(jì)意義。高速鋼回火應(yīng)達(dá)到最佳的二次碳化物析出,殘留奧氏體充分分解和徹底消除殘余應(yīng)力三大目的。通過(guò)高速鋼(HSS)的回火二次硬化峰值溫度在550℃左右,研究發(fā)現(xiàn),二次硬化峰的位置與回火保溫時(shí)間有一定的關(guān)系。圖4為回火保溫時(shí)間的延長(zhǎng),硬化峰的位置向低溫方向移動(dòng)。反之,回火溫度的升高,可以縮短保溫時(shí)間,正是基于這種原因,高溫短時(shí)節(jié)能回火才得以實(shí)現(xiàn)。
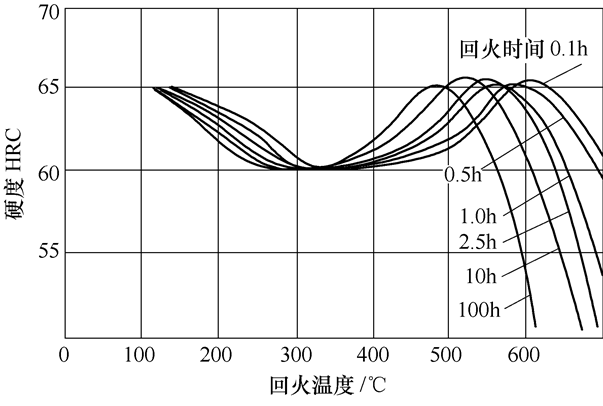
圖4 高速鋼回火溫度和時(shí)間與硬度的關(guān)系
回火溫度與回火保溫時(shí)間的關(guān)系,可以用回火參量來(lái)表示,其表達(dá)式如下:
式中P——回火參量;
t——回火溫度;
τ——回火時(shí)間。
盡管回火溫度、回火的保溫時(shí)間有所不同,只要回火參量相同,回火的效果就相當(dāng)。國(guó)內(nèi)有的工具廠在單件加熱或生產(chǎn)自動(dòng)線上回火時(shí),就采用580℃×20min或600℃×10min快速回火。前蘇聯(lián)曾介紹過(guò)一種高速鋼熱處理新工藝——在淬火過(guò)程中回火。這個(gè)方法規(guī)定:①工具加熱到常規(guī)的淬火溫度。②工具冷卻到50~120℃,即低于Ms點(diǎn)。這時(shí),馬氏體轉(zhuǎn)變的體積變化比冷卻到20℃的普通方法約小3/5。③在50~120℃保持1~3min,加熱到600℃(對(duì)φ3mm的P6M5鋼)和630℃(對(duì)于P9M4K8鋼)并保持10~30min。④空冷到室溫。此快速回火工藝大大縮短刀具生產(chǎn)周期,并能提高鋼的性能,還能減少刀具熱處理畸變。此工藝方法對(duì)于尺寸不大的切削刀具和形狀復(fù)雜的模具效果最好。紅硬性是高速鋼刀具重要的性能,以前測(cè)量往往要25h以上,現(xiàn)在采用快速回火便捷多了。其方法有兩種:①在675℃的鹽浴中加熱20min,出爐后冷至20℃以下,平磨后測(cè)其硬度,硬度越高標(biāo)明抗回火性越好,則紅硬性越高。②625℃×2h后磨平測(cè)硬度,經(jīng)驗(yàn)證明,高性能高速鋼按此工藝回火后,硬度不會(huì)低于61HRC;通過(guò)高速鋼或不按工藝操作或冒牌高速鋼肯定低于61HRC,也許625℃回火是一塊試金石,感興趣的同仁不仿一試。高溫快速回火工藝在不少領(lǐng)域都有應(yīng)用,比如紡織機(jī)械一些調(diào)質(zhì)件的快速回火、一些傳動(dòng)的軸類零件,還有一些要求40~50HRC硬度的結(jié)構(gòu)件等,采用高溫快速回火工藝,效果都非常好,節(jié)能環(huán)保,很有發(fā)展?jié)摿Α?/span>高溫快速回火法有省時(shí)、節(jié)電的優(yōu)點(diǎn),而力學(xué)性能與傳統(tǒng)常規(guī)工藝相當(dāng),且高溫回火不會(huì)產(chǎn)生脆性。碳素鋼、低合金鋼制件,采用高溫快速回火具有明顯優(yōu)勢(shì),應(yīng)大力推廣運(yùn)用。
作者:趙步青、胡會(huì)峰、張日發(fā)
單位:安徽嘉龍鋒鋼刀具有限公司
來(lái)源:《金屬加工(熱加工)》雜志
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來(lái)自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")