
合理的焊接順序
1)先焊變形收縮量較大的焊縫,使基能較自由地收縮。
如一個帶蓋板的雙工字鋼構(gòu)件見圖14,由于對接焊縫的收縮量大于角焊縫的收縮量,所以應(yīng)先焊蓋板的對接焊縫1,后焊蓋板和工字梁之間的角焊縫2。
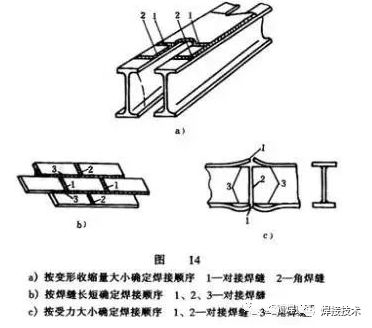
2)先焊錯開的短焊縫,后焊直通長焊縫。
如一拼板結(jié)構(gòu)見圖14b,應(yīng)先焊焊縫1、2,后焊焊縫3。如相反,則由于焊縫1、2的橫向收縮受到限制,將產(chǎn)生很大的拉應(yīng)力。
3)先焊在工作時愛力較大的焊縫,使內(nèi)應(yīng)力合理分布,見圖14c。
在接頭兩端留出一段翼緣角焊縫不焊,先焊受力最大的翼緣對接焊縫1,然后再焊腹板對接焊縫2,最后焊翼緣預(yù)留的角焊縫3。這樣,焊后可使翼緣的對接焊縫承受壓應(yīng)力,腹板對接焊縫承受拉應(yīng)力。角焊縫留在最后焊可以保證腹板對接焊縫有一定的收縮余地,同時也有利于在焊接翼緣對接焊縫時,可以采取反變形措施來防止產(chǎn)生角變形。
如何利用降低結(jié)構(gòu)局部剛度來控制焊接殘余應(yīng)力?
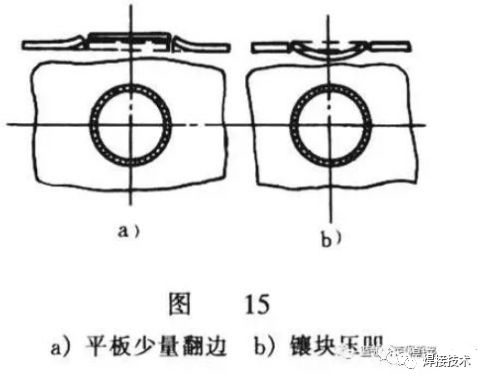
結(jié)構(gòu)的剛度增加時,焊后的殘余應(yīng)力將顯著加大。因此,在條件許可時,焊前采取一定的工藝措施,將焊接區(qū)域的局部剛度降低,將有效地減少焊接殘余應(yīng)力。如一鑲塊結(jié)構(gòu)的焊件,由于焊縫呈封閉形剛度較大,見圖15。
為減少焊接區(qū)域的局部剛度,可以將平板少量翻邊(圖15a),或?qū)㈣倝K壓凹(圖15b),焊接時由于焊縫能自由收縮(將平板或鑲塊拉平),使殘余應(yīng)力大為減少。
如何利用振動法來消除焊接殘余應(yīng)力?
⑴振動法
利用偏心輪和變速電動機組成的激振器使焊接結(jié)構(gòu)發(fā)生共振產(chǎn)生循環(huán)應(yīng)力,可使焊接殘余應(yīng)力逐漸降低,這種方法稱為振動法。振動法消除殘余應(yīng)力的效果取決于激振器和構(gòu)件支點的位置、激振頻率和時間。
其優(yōu)點是所用設(shè)備簡單價廉、處理費用低、時間短,也沒有高溫回火時金屬表面氧化的問題,目前在生產(chǎn)中已得到廣泛應(yīng)用。

選擇一臺實用的振動時效設(shè)備才是最重要的,他關(guān)乎振動時效工藝可靠性,決定振動時效的效果,建議讀者考慮大品牌的廠家華云機電http://yingli.huawin.com,HK系列振動時效就很不錯。
如何利用錘擊焊縫區(qū)來控制焊接殘余應(yīng)力?
焊接殘余應(yīng)力產(chǎn)生的根本原因是,由于焊縫在冷卻過程中的縱向收縮和橫向收縮,因此焊后利用小錘輕敲焊縫及其鄰近區(qū)域,使金屬展開,能有效地減少焊接殘余應(yīng)力,據(jù)測定,利用錘擊法可使應(yīng)力減少1/2~1/4。
進行錘擊焊縫時,焊件溫度應(yīng)當(dāng)維持在100~150℃之間或在400℃以上,避免在200~300℃之間進行,因為此時金屬正處于藍脆性階段,若錘擊焊縫容易造成斷裂。
多層焊時,除第一層和最后一層焊縫外,每層都要錘擊。第一層不錘擊是為了避免產(chǎn)生根部裂紋,最后一層焊縫通常焊得很薄,主要是為了消除由于錘擊而引起的冷作硬化。
如何利用高溫回火來消除焊接殘余應(yīng)力?
焊件用來消除焊接殘余應(yīng)力的高溫回火分整體和局部兩種方式。
⑴整體高溫回火
將整個焊件放在爐中加熱到一定溫度然后保溫一段時間再冷卻。同一種材料,回火溫度越高,時間越長,殘余應(yīng)力就消除得越徹底。通過整體高溫回火可以將80%~90%的殘余應(yīng)力消除掉,這是生產(chǎn)中應(yīng)用最廣泛的一種方法。
各種材料的回火溫度,見表8。含釩低合金鋼在600~620℃加回火后,塑性、韌性下降(回火脆性),回火溫度宜選550~560℃。

回火時間隨焊件厚度而定,鋼按每毫米壁厚1~2min計算,但不宜低于30min,不必高于3h,因為殘余應(yīng)力消除效率隨時迅速降低,過長的處理時間是不必要的。
⑵局部高溫回火
只對焊縫及其附近的局部區(qū)域進行加熱消除殘余應(yīng)力。消除應(yīng)力的效果不如整體高溫回火,但方法設(shè)備簡單。常用于比較簡單的、拘束度較小的焊接結(jié)構(gòu),如長筒形容器、管道接頭、長構(gòu)件的對接頭等焊接殘余應(yīng)力的消除。
局部高溫回火可采用氣體、紅外線、間接電阻或工頻感應(yīng)加熱等。
如何利用機械接伸法來消除焊接殘余應(yīng)力?
產(chǎn)生焊接殘余應(yīng)力的根本原因是焊件焊后產(chǎn)生了壓縮殘余塑性變形。因此,焊后對焊件進行加載拉伸,產(chǎn)生拉伸塑性變形,它的方向和壓縮殘余變形相反,結(jié)果使壓縮殘余變形減小,因而焊件中的焊接殘余應(yīng)力亦隨之同步減小。
機械拉伸消除應(yīng)力法對于一些焊后需要進行液壓試驗的焊接容器特別有意義,因為液壓試驗時容器所承受的試驗壓力均大于容器的工作壓力,例如鋼制壓力容器其試驗壓力為容器工作壓力的1.25倍,所以容器在進行液壓試驗的同時,對容器材料進行了一次相當(dāng)于機械拉伸的膨脹,從而通過液壓試驗,消除了部分焊接殘余應(yīng)力。
如何利用溫差拉伸法來消除焊接殘余應(yīng)力?
溫差拉伸法消除焊接殘余應(yīng)力的基本原理與機械拉伸法相同,主要差別是利用局部加熱的溫差來拉伸焊縫區(qū)。
溫差拉伸法的具體方法是:
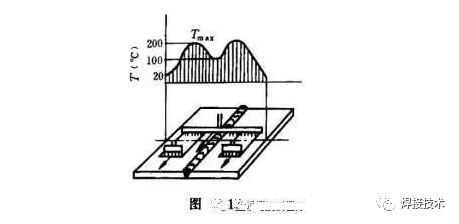
在焊縫兩側(cè)各用一個寬度適當(dāng)?shù)难跻胰惭婢孢M行加熱,在焰炬后面一定距離,用一根帶有排孔的水管進行噴水冷卻。乙炔焰和噴水管以相同速度向前移動見圖16。這樣就形成了一個兩側(cè)溫度高(其峰值約為200℃、焊接區(qū)溫度低 (約為100℃)的溫度差。
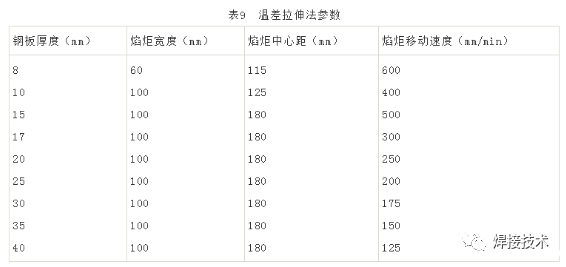
兩側(cè)金屬受熱膨脹對溫度較低的區(qū)域進行拉伸,所以就可消除部分焊接殘余應(yīng)力,據(jù)測定,消除的效果可達50%~70%。溫差拉伸法的參數(shù),見表9。
本文來源: 焊接工程師

| |
|
? 請關(guān)注 微信公眾號: steeltuber.
轉(zhuǎn)載請保留鏈接: http://www.kqfzw.com.cn/Steel-Knowledge/HanJieYingLi.html |
