
碳素鋼缺陷(defect of carbon steel)
碳素鋼在冶煉和軋制(鍛造)加工過程中,由于設(shè)備、工藝和操作等原因造成鋼的欠缺。主要包括結(jié)疤、裂紋、縮孔殘余、分層、白點、偏析、非金屬夾雜、疏松和帶狀組織等。
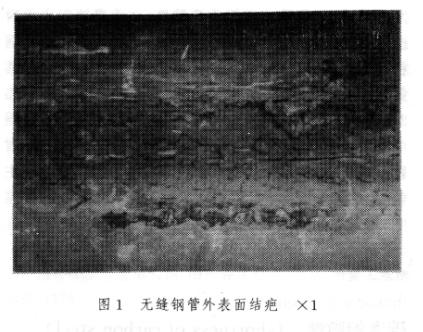
結(jié)疤 鋼材表面未與基體焊合的金屬或非金屬疤塊。有的部分與基體相連,呈舌狀;有的與基體不連接,呈鱗片狀。后者有時在加工時脫落,形成凹坑。煉鋼(澆鑄)造成的結(jié)疤,疤下一般有肉眼可見的非金屬夾雜(圖1)。軋鋼造成的結(jié)疤一般稱%26ldquo;軋疤%26rdquo;,疤下一般僅有氧化鐵皮。
煉鋼(澆鑄)造成結(jié)疤的主要原因有:(1)上鑄錠未采取防濺措施或下鑄錠開鑄過猛造成飛濺結(jié)疤。(2)下鑄錠保護(hù)渣性能不佳或模子不清潔、不干燥,造成鋼錠(連鑄坯)表面或皮下夾雜、氣泡和重皮。(3)模壁嚴(yán)重缺陷或鑄溫過高造成凸疤和粘模,經(jīng)軋制或鍛壓加工演變?yōu)榻Y(jié)疤。
軋鋼方面造成結(jié)疤的原因有:(1)成品前某道(架)軋輥或?qū)l(wèi)裝置缺陷或操作不當(dāng)造成軋件凸包、耳子、劃疤,經(jīng)再軋形成結(jié)疤。(2)鋼坯火焰清理清痕過陡或殘渣未除凈,外物落在鋼坯上被軋成結(jié)疤。
結(jié)疤缺陷直接影響鋼材外觀質(zhì)量和力學(xué)性能。在成品鋼材上不允許結(jié)疤存在。對結(jié)疤部位可進(jìn)行磨修,磨修后鋼材尺寸應(yīng)符合標(biāo)準(zhǔn)規(guī)定。為了減少和消除結(jié)疤,一是煉鋼、軋鋼要改進(jìn)有關(guān)工藝和操作,二是對鋼坯表面缺陷部位進(jìn)行重點清理或全面扒皮清理。
裂紋 按裂紋形狀和形成原因有多種名稱,如拉裂、橫裂、裂縫、裂紋、發(fā)紋、炸裂(響裂)、脆裂(矯裂)、軋裂和剪裂等。從煉鋼、軋鋼到鋼材深加工幾乎每道工序都有造成裂紋的因素。
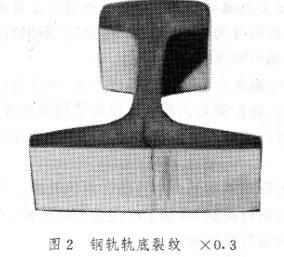
(1)煉鋼方面。鋼中硫、磷含量高,鋼的強(qiáng)度、塑性低;鑄錠澆鑄(模鑄、連鑄)溫度過高,澆鑄速度過快,鑄流不正;鋼錠模、結(jié)晶器設(shè)計不合理;冷卻強(qiáng)度不足或冷卻不均,造成激冷層薄或局部應(yīng)力過大;鋼錠模有嚴(yán)重缺陷或保溫帽安裝不良造成鋼錠凝固過程懸掛;保護(hù)渣性能不佳,模子潮和各種澆鑄操作不良都能造成鋼錠表面質(zhì)量不佳,在鋼材上形成裂紋(圖2)。
(2)軋鋼(鍛造)方面。鋼錠、鋼坯加熱溫度不均或過燒造成裂紋;高碳鋼加熱或冷卻過快,火焰清理或火焰切割鋼材溫度過低造成炸裂;鋼材矯直應(yīng)力過大,矯直次數(shù)過多而又未進(jìn)行適當(dāng)熱處理時易產(chǎn)生矯裂;冷拔管、線鋼料熱處理不良或過酸洗造成裂紋;鋼件在藍(lán)脆區(qū)剪切易剪裂;焊接工藝不當(dāng)造成焊縫或熱影響區(qū)裂紋。
裂紋直接影響鋼材的力學(xué)性能和耐腐蝕性能,成品鋼材不允許裂紋存在。對于裂紋可以進(jìn)行磨修,磨修后鋼材尺寸應(yīng)符合標(biāo)準(zhǔn)規(guī)定。為了防止或減少鋼材裂紋,一是要改進(jìn)煉鋼、軋鋼和鋼材深加工及有關(guān)工序工藝操作;二是對鋼坯缺陷部位要進(jìn)行重點清理,對重要用途鋼坯可以進(jìn)行扒皮處理。
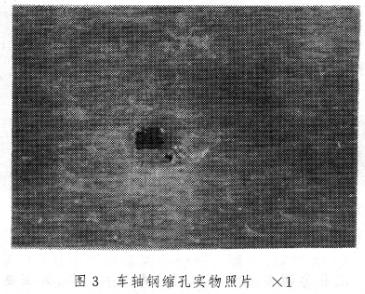
縮孔殘余 鋼水凝固過程中,由于體積收縮,在鋼錠或連鑄坯心部未能得到充分填充而形成的管狀或分散孔洞。在熱加工前,因為切頭量過小或縮孔較深,造成切除不盡,其殘留部分稱為縮孔殘余(圖3)。
縮孔殘余分布在鋼錠上部中心處,并與鋼錠頂部貫通的叫一次縮孔。由于設(shè)計的鋼錠模細(xì)長或上小下大,在澆鑄凝固過程中,鋼錠截口以下錠中心仍有未凝固的鋼水,凝固后期不能充分填充,形成的孔洞叫二次縮孔。一次縮孔和二次縮孔有本質(zhì)差別,前者只出現(xiàn)在鋼錠頭部,后者在鋼錠上、中、下部位都有可能出現(xiàn)。一次縮孔酸洗試片中心區(qū)域呈不規(guī)則的折皺裂縫或空洞。在其上或附近常伴有嚴(yán)重的夾渣、成分偏析和疏松。二次縮孔孔洞中或附近沒有夾渣,但有偏析生成碳物。一次縮孔殘余和空氣貫通的二次縮孔在軋制(鍛造)過程中不能焊合,與空氣隔絕的二次縮孔和連鑄坯縮孔在軋制時一般能夠焊合,不影響鋼材使用性能。
縮孔殘余嚴(yán)重地破壞鋼材的連續(xù)性,是鋼材不允許存在的缺陷,軋制(鍛造)時必然在鋼坯上產(chǎn)生裂紋。為了防止縮孔的產(chǎn)生,要求正確設(shè)計鋼錠模和保溫帽尺寸,并采用性能優(yōu)良的保護(hù)渣、保溫劑(發(fā)熱劑)和絕熱板,把縮孔控制在鋼錠頭部,以保證在開坯時切掉。控制澆鑄速度不要太快,溫度不要過高可以防止縮孔產(chǎn)生。
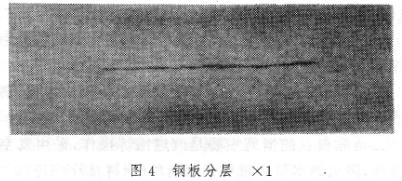
分層 鋼材基體上出現(xiàn)的互不結(jié)合的兩層結(jié)構(gòu)。分層一般都平行于壓力加工表面,在縱、橫向斷面低倍試片上均有黑線(圖4)。分層嚴(yán)重時有裂縫發(fā)生,在裂縫中往往有氧化鐵、非金屬夾雜和嚴(yán)重的偏析物質(zhì)。
鎮(zhèn)靜鋼鋼錠的縮孔和沸騰鋼錠的氣囊及尾孔經(jīng)軋制(鍛造)不能焊合產(chǎn)生分層。鋼中大型夾雜和嚴(yán)重成分偏析也能產(chǎn)生分層。分層是鋼材中不允許存在的缺陷,嚴(yán)重影響鋼材的使用。
防止分層缺陷的措施有:(1)煉鋼方面,要凈化鋼質(zhì),減少偏析、縮孔、氣囊和大型非金屬夾雜,防止連鑄坯產(chǎn)生中間裂紋。(2)軋鋼方面,在鋼錠加熱時要嚴(yán)防內(nèi)裂,初軋坯要切凈縮孔和尾孔。
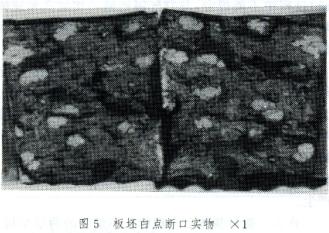
白點 在鋼材縱、橫斷面酸浸試片上,出現(xiàn)的不同長度無規(guī)則的發(fā)紋。它在橫向低倍試片上呈放射狀、同心圓或不規(guī)則分布,多距鋼件中心或與表面有一定距離。型鋼在橫向或縱向斷口上,呈圓形或橢圓形白亮點(圖5)。直徑一般為3~10mm。
板鋼在縱向、橫向斷口上白點特征不明顯,而在z向斷口上呈現(xiàn)長條狀或橢圓狀白色斑點。采用斷口檢查白點時,最好把試樣先進(jìn)行淬火和調(diào)質(zhì)處理。
鋼坯上出現(xiàn)白點,經(jīng)壓力加工后可變形或延伸,壓下率較大時也能焊合。
白點缺陷對鋼材力學(xué)性能(韌性和塑性)影響很大,當(dāng)白點平面垂直方向受應(yīng)力作用時,會導(dǎo)致鋼件突然斷裂。因此,鋼材不允許白點存在。
白點產(chǎn)生的原因,一般認(rèn)為是鋼中氫含量偏高和組織應(yīng)力共同作用的結(jié)果。奧氏體中溶解的氫,在冷卻相變過程中,其溶解度顯著降低,所析出的氫原子聚集在鋼材微孔中或晶間偏析區(qū)或夾雜物周圍,結(jié)合成氫分子,產(chǎn)生巨大局部壓力,當(dāng)這種壓力與相變組織應(yīng)力相結(jié)合超過鋼的強(qiáng)度時,則產(chǎn)生裂紋,形成白點。
白點多在高碳鋼,馬氏體鋼和貝氏體鋼中出現(xiàn)。奧氏體鋼和低碳鐵素體鋼一般不出現(xiàn)白點。
消除白點的措施主要是改進(jìn)冶煉操作,采用真空處理,降低鋼水氫含量和采用鋼坯(鋼材)緩冷工藝。
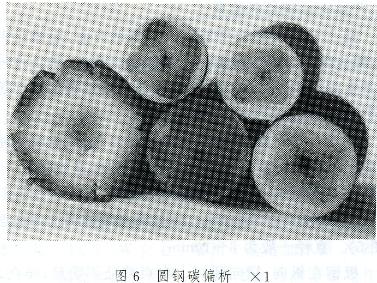
偏析 鋼材成分的嚴(yán)重不均勻(圖6)。這種現(xiàn)象不僅包括常見的元素(如碳、錳、硅、硫、磷)分布的不均勻性,還包括氣體和非金屬夾雜分布的不均勻性。
偏析產(chǎn)生的原因是鋼水在凝固過程中,由于選分結(jié)晶造成的。首先結(jié)晶出來的晶核純度較高,雜質(zhì)遺留在后結(jié)晶的鋼水中。因此,結(jié)晶前沿的鋼水為碳、硫、磷等雜質(zhì)富集。隨著溫度降低,雜質(zhì)凝固在樹枝晶間,或形成不同程度的偏析帶。此外,隨著溫度降低,氣體在鋼水中溶解度下降,在結(jié)晶前沿析出并形成氣泡上浮,富集雜質(zhì)的鋼水沿上山軌跡形成條狀偏析帶。由于偏析在鋼錠上出現(xiàn)部位不同和在低倍試片上表現(xiàn)出形式各異,偏析可分為方形偏析、%26ldquo;V%26rdquo;、%26ldquo;^%26rdquo;形偏析、點狀偏析、中心偏析和晶間偏析等。
另外,脫氧合金化工藝操作不當(dāng),可以造成嚴(yán)重的成分不均。保護(hù)渣卷入到鋼水中造成局部增碳。這些因素使鋼材產(chǎn)生偏析的程度往往超過由于選分結(jié)晶造成的偏析。
偏析影響鋼材的力學(xué)性能和耐蝕性能。嚴(yán)重偏析可能造成鋼材脆斷,冷加工時還會損壞機(jī)械,故超過允許級別的偏析是不允許存在的。
偏析程度往往與錠型、鋼種、冶煉操作和澆鑄條件有關(guān)。合金元素、雜質(zhì)和氣體的偏析,隨澆鑄溫度升高和澆鑄速度加快,偏析程度愈嚴(yán)重。連鑄鋼采用電磁攪拌可以減輕偏析程度。另外,增加鋼水潔凈度是減輕偏析的重要措施。
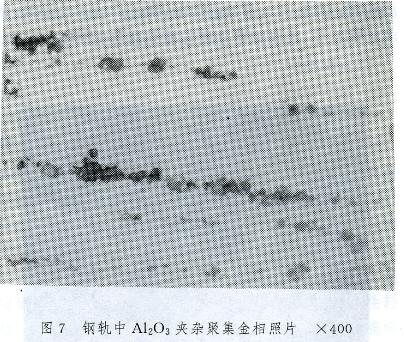
非金屬夾雜 鋼中含有與基體金屬成分不同的非金屬物質(zhì)(圖7)。它破壞了金屬基體的連續(xù)性和各向同性性能。
按非金屬夾雜的來源可分為內(nèi)生夾雜、外來夾雜及兩者混合物。內(nèi)生夾雜是由脫氧和結(jié)晶時進(jìn)行的各種物理化學(xué)反應(yīng)形成的,主要是鋼中氧、硫、氮同其他成分間的反應(yīng)產(chǎn)物,如Al2O3等。內(nèi)生夾雜的特點是顆粒小,在鋼內(nèi)分布均勻,它與脫氧方法和化學(xué)成分有密切關(guān)系。外來夾雜是指鋼中混入耐火材料、爐渣、鋼包渣和模內(nèi)保護(hù)渣等外來物質(zhì)。外來夾雜的特點是尺寸大,成分結(jié)構(gòu)復(fù)雜,分布不規(guī)則,具有很大的偶然性。空氣對鋼水的二次氧化會形成外來夾雜。在煉鋼過程中,外來夾雜與內(nèi)生夾雜往往會形成兩者的混合物,具有兩者的共同特點,使檢驗者難以分辨其來源。非金屬夾雜按顆粒大小可分為亞顯微、顯微和大顆粒夾雜三種,其顆粒尺寸分別為%26lt;1%26mu;m、1~100%26mu;m和%26gt;100%26mu;m。大顆粒夾雜往往出現(xiàn)在鋼錠沉淀晶區(qū)和皮下位置。連鑄鋼上弧區(qū)有時也發(fā)現(xiàn)大顆粒夾雜。
按非金屬夾雜本身性質(zhì),可以分為塑性夾雜和脆性夾雜兩種。塑性夾雜在熱加工過程中,隨金屬一起發(fā)生變形,如MnS;而脆性夾雜,隨熱加工金屬的變彤發(fā)生破碎,如Al2O3。當(dāng)非金屬夾雜熔點特別高時,在鋼中一生成就以固態(tài)形式存在,這類非金屬夾雜物在熱加工時既不變形,也不破碎,保持其原來形狀,如TiN。對于熔點很低的夾雜,從最后結(jié)晶母液中排除,此時多沿初生奧氏體晶界呈網(wǎng)狀薄膜析出,如FeS。
鋼中非金屬夾雜對鋼材的強(qiáng)度、伸長率、韌性和疲勞強(qiáng)度有不同程度的影響。按使用要求,根據(jù)中國國家非金屬夾雜標(biāo)準(zhǔn)評定鋼材夾雜級別。鋼材中不允許存在嚴(yán)重危害鋼材性能的大顆粒夾雜。
保證出鋼和澆鑄系統(tǒng)清潔,采用吹氬、渣洗、噴粉、真空處理等爐外精煉措施及保護(hù)澆鑄措施,可以減少鋼中非金屬夾雜。
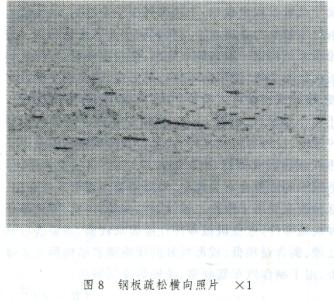
疏松 鋼材截面熱酸蝕試片上組織不致密的現(xiàn)象(圖8)。在鋼材橫斷面熱酸蝕試片上,存在許多孔隙和小黑點子,呈現(xiàn)組織不致密現(xiàn)象,當(dāng)這些孔隙和小黑點子分布在整個試片上時叫一股疏松,集中分布在中心的叫做中心疏松。在縱向熱酸蝕試片上,疏松表現(xiàn)為不同長度的條紋,但仔細(xì)觀察或用8~10倍放大鏡觀察,條紋沒有深度。用掃描電子顯微鏡觀察孔隙或條紋,可以發(fā)現(xiàn)樹枝晶末梢有金屬結(jié)晶的自由表面特征。
疏松的成因與鋼水冷凝收縮和選分結(jié)晶有關(guān)。鋼水在結(jié)晶時,先結(jié)晶的樹枝晶晶軸比較純凈,而枝晶問富集偏析元素、氣體、非金屬夾雜和少量未凝固的鋼水,最后凝固時,不能夠全部充滿枝晶間,因而形成一些細(xì)小微孔。
鋼材在熱加工過程中,疏松可大大改善,但當(dāng)鋼錠疏松嚴(yán)重時,壓縮比不足或孔型設(shè)計不當(dāng)時,熱加工后疏松還會存在。嚴(yán)重的疏松視為鋼材缺陷,當(dāng)疏松嚴(yán)重時,鋼材的力學(xué)性能會受到一定影響。但根據(jù)鋼材使用要求,可以按標(biāo)準(zhǔn)圖片評定鋼材疏松級別。
采用提高鋼水純凈度、加快冷卻速度、連鑄用電磁攪拌和減少枝晶等措施,可以減少疏松。
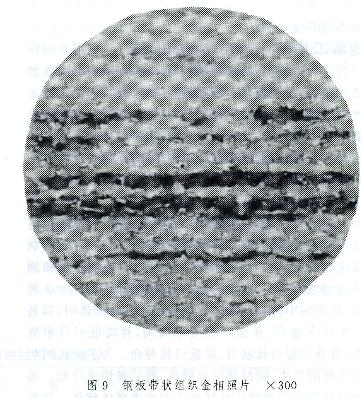
帶狀組織 熱加工后的低碳結(jié)構(gòu)鋼,其顯微組織鐵素體和珠光體沿軋向平行排列,呈帶狀分布,形成鋼材帶狀組織(圖9)。
帶狀組織形成的機(jī)制一般有3種:(1)通常,在低碳鋼中,當(dāng)樹枝晶間富集磷、硫等雜質(zhì),鋼材經(jīng)熱加工后,非金屬夾雜被拉長。如硫化物,而奧氏體在冷卻過程中先共析鐵素體沿硫化物夾雜形核和長大,形成鐵素體條帶。同時,鐵素體形成時向鐵素體條帶兩側(cè)排碳,也形成了珠光體條帶。(2)當(dāng)?shù)吞间撝泻i較高時,先凝固的樹枝晶晶干成分較純,形成鐵素體條帶。而枝晶間含錳、碳、硫、磷等雜質(zhì),而且鐵素體條帶也向枝晶間排碳,形成珠光體條帶。(3)當(dāng)熱加工終軋溫度較低時,在雙相區(qū)軋制也能形成帶狀組織。
帶狀組織實質(zhì)上是鋼材組織不均勻的一種表現(xiàn),影響鋼材性能,產(chǎn)生備向異性。帶狀組織降低鋼材塑性、沖擊韌性和斷面收縮率,特別是對橫向力學(xué)性能影響較大。
根據(jù)鋼材的使用要求,可以按中國國家?guī)罱M織評級標(biāo)準(zhǔn)圖片來評定鋼材帶狀組織的級別。
降低鋼中夾雜和樹枝晶成分偏析是減輕鋼中帶狀組織的主要措施。
掃二維碼分享給你的朋友。2、點下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.kqfzw.com.cn/Steel-Knowledge/Carbon-steel-defects.html
|