
摘 要:CNG(Compressed natural gas)氣瓶是一種常用的儲存和運輸天然氣的特種設備,工作中不斷的承受循環變化的高壓應力,易因材料內部缺陷、熱加工工藝不當等原因導致在某些區域產生變形、失穩甚至爆破失效。本研究以34CrMo4 氣瓶為例,對實際失效氣瓶的破口區進行了宏觀形貌檢測、厚度檢測、斷口處顯微金相組織檢測等,并進行了理化數據分析,發現瓶體破裂的主要原因是由于材料的熱處理調質工藝不當,造成整體強度韌性降低。通過在淬火階段中加入壓縮空氣攪拌機構,可以加快介質流動速度,破壞淬火過程中在鋼瓶表面形成的氣膜,提高氣瓶與介質的熱交換速率,增大合金固態金屬的相變推動力,從而減少鐵素體的含量,提高氣瓶整體的強度和韌性等力學性能。
隨著國家能源結構的調整,大規模使用化石燃料的現狀,將逐漸被以使用風能、核能、太陽能和天然氣等多元的清潔型能源所取代。現階段,天然氣作為人類社會生活中普遍使用的便捷型清潔能源,正被廣泛的運用在人類社會的各個場合中。但 CNG(Compressed natural gas,壓縮天然氣)的運輸極限是限制其推廣的重要原因之一。我國從 19 世紀中葉,開始研發特種氣瓶;到 20 世紀 60 年代,壁厚大、質量重的碳鋼材料才被輕便的錳鋼替代,這減輕了氣瓶的重量;鉻鉬鋼和其它合金鋼到上世紀70年代開始出現,21世紀初開始投放市場。德國、日本、美國等發達國家在20世紀50年代就已完成氣瓶材料的換代,并開始規模化生產大容積無縫鋼質氣瓶。
本實驗選用的34CrMO4鋼是一種典型的中低碳低鉻鉬合金鋼,是現今歐盟市場的主要用鋼,但由于標準和技術的區域性,目前較少用作國內大體積壓力氣瓶的材料。但隨著國內對CGN氣瓶性能要求的逐漸提高,34CrMo4將會因其在高溫下的持久強度和卓越的蠕變強度,被更加廣泛的用作高負荷工作環境下的氣瓶材料,34CrMo4材料具有廣泛的應用前景和適用范圍。本文以氣瓶的主要失效形式-疲勞斷裂為研究內容,詳細分析34CrMO4鋼質CNG 氣瓶在疲勞斷裂中的主要原因,并在此基礎上提出在不改變結構設計的前提下,通過對氣瓶熱加工工藝的改進,提高34CrMO4鋼CNG氣瓶的整體性能,降低失效幾率,延長工作壽命。
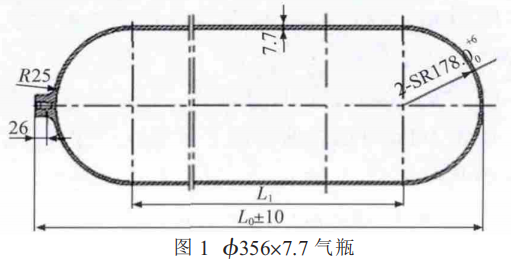
圖1展示了一個34CrMo4氣瓶(外徑為 準56mm,壁厚為7.7mm,總長為1555.6mm,彈性模量為210000 MPa, 泊松比為 0.3,最小抗拉強度為 950MPa,最小屈服強度為 820MPa)的結構設計圖。
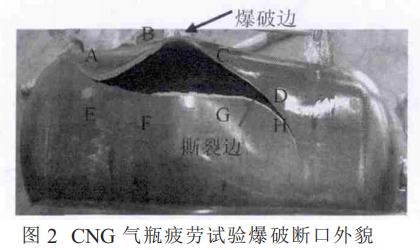
氣瓶失效的主要形式是疲勞斷裂,而疲勞斷裂的大多數原因是由于在循環高壓應力的工作環境中,氣瓶的內部或外部發生細小的脆性變形,產生裂紋,隨著載荷次數的增加,變形裂紋加劇直至后期迫使 整體或局部發生斷裂。實驗選用準356 mm×7.7mm,Rm(最大拉伸強度)低于1100MPa 的 34CrMo4合金鋼氣瓶, 并按照ISO11120氣瓶標準和熱處理加工工藝規范進行加工制造。但在氣瓶生產制造過程中,由于工藝差別、設備差別、人員操作等不可控因素影響,個別氣瓶的極限強度在遠小于設計要求下便發生爆破。具體表現為:選用同批次的 準356 mm×7.7 mm 的 34CrMo4 的調質鋼瓶,在常溫下進行周期性的壓力循環試驗中(循環壓力 2~30MPa,循環頻次 4~6 次 /min),當試驗循環到 4800 次時,瓶體發生爆破失效,這與ISO9809-1-2010《可重復充裝鋼瓶設計、制造和試驗》 (調質后抗拉強度小于1100MPa)標準規定的“循環次數不小于 15000 次、只允許泄漏失效”的要求相矛盾。爆破失效圖如圖2所示。
針對爆破失效情況,通常可以通過改進結構設計或改善加工工藝兩個方面去提高氣瓶性能。就改進結構設計而言,增加設計壁厚會使封頭、筒體之間的焊接難度增大;另一方面,在氣瓶調質過程中,因壁厚增大,內外熱交換速率可能會出現負差,造成瓶體在熱處理過程中發生蠕變畸形或氣瓶整體性能降低。故在現實規模化生產制造流程中,通常選用對熱加工工藝進行改進來提高氣瓶的強度。因此,需要對氣瓶的失效進行具體的分析計算, 針對原因在熱加工過程中進行工藝的改進。
2 失效分析
當材料的自身強度不足以支持氣瓶的實際載荷時,氣瓶將發生失穩或失效。材料在實際的交變循環載荷壓力下產生微量的脆性裂紋, 隨著循環次數的增加,脆性裂紋擴張加劇,使得材料強度不足以支持實際載荷而發生斷裂。疲勞失效的主要原因有以下兩大類:幾何裂紋、表面狀態、結構設計等外部原因和組織、內部缺陷、材料強韌化、熱處理狀況等內部原因。以下將從材料外部的宏觀檢測來探究氣瓶失效的原因。
2.1 宏觀形態分析
宏觀形態的失穩分析主要從斷裂口的表面缺陷和端口周邊幾何特征來進行分析論證。
(1) 端口失效分析
氣瓶爆破失效破口的外貌見圖 2。對斷口周圍的外觀進行全面的目視檢查和低倍組織檢查,可知,斷裂處沒有發現明顯的表面缺陷或內部缺陷, 這說明氣瓶失效的原因與表面和內部缺陷無關。
(2) 斷口及周邊厚度檢測分析
氣瓶鋼在鍛造過程中容易在圓柱區形成厚度減薄區,從而削弱材料的強度,造成在實際周期性循環載荷下的爆破失穩。為此,對同批次發生失效的氣瓶的爆破邊和撕裂邊,進行厚度檢測(軸向、環向均布4點,測點間距約300mm)如圖2所示。其中爆破邊會因塑性變形出現明顯的減薄,經檢測最薄處厚度為 7.1 mm,減薄量最大為 0.9 mm;撕裂邊及周邊的厚度最小為 7.86 mm,而疲勞試驗前檢測氣瓶厚度最小為7.98 mm,故滿足設計最小壁厚7.7mm 的要求,說明應力集中區不是由于圓柱段厚度不夠造成的。
2.2 斷裂力學分析計算
由于宏觀觀測檢測不到明顯缺陷,需要對氣瓶細微裂紋進行檢測。通過無損檢測,對人工缺陷和氣瓶表面、內部的細小裂紋缺陷進行檢查,從而進一步判斷氣瓶失效原因。
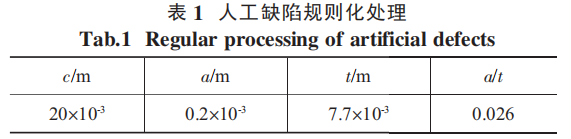
(1) 人工缺陷規則化處理無損檢測是利用聲、光、磁或電等特性,在不損壞或不影響被檢對象使用性能的前提下, 檢測被檢對象中是否存在缺陷或不均勻性,由此給出缺陷的大小、位置、性質和數 量等信息。按 照 GB/T5777-2008《無縫鋼管超聲波探傷檢驗方法》C5 級標準要求,鋼瓶無損檢測人工缺陷最大尺寸為 0.2 mm(深度)×40mm(長度),其規則化處理結果如表 1。
下面計算材料表面裂紋應力強度和極限等效裂紋尺寸,確定鋼瓶實際缺陷與人工缺陷間的關系。
(2)表面裂紋應力強度因子計算
材料的裂紋強度因子KI是反應裂紋剪短應力強弱的重要物理參數。按照牛曼-瑞久(Newman-Raju)公式(1)可知表面裂紋應力強度表達為:

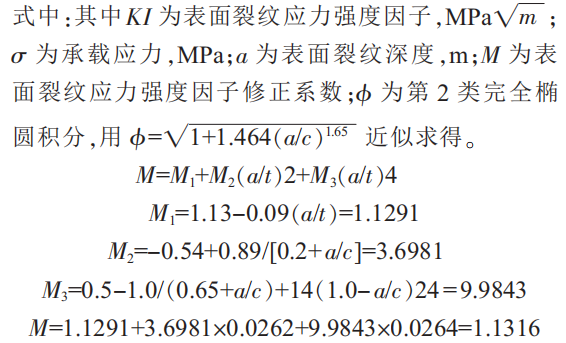
修正系數計算結果見表 2。
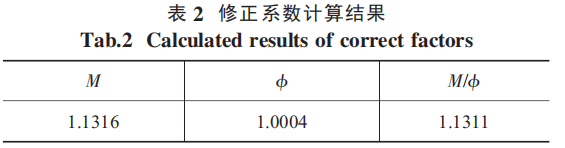
在 30MPa 最高循環壓力時,氣瓶表面裂紋應力強度因子的計算如下:

式中:P 為鋼瓶 承載內壓力,MPa;D 為鋼瓶圓筒 段內孔直徑,mm;t 為鋼瓶圓筒段壁厚,mm。KI=30×340.6/15.4×(π×0.2×10-3)×0.5×1.1311=18.8(MPa)
在實測的 34CrMo4 鋼瓶材料 (950MPa≤Rm≤1099 MPa, Rp0.2≥820 MPa,Rp0.2/Rm≤0.95, A≥14% , Rp0.2 為屈服強度;A 為伸長率), 其表面裂紋斷裂韌度 Kie 為 66MPa 。
因為 Kie>KI,所以,鋼瓶實際缺陷在不大于人工缺陷時是安全的。
(3) 極限等效裂紋尺寸計算
在 30MPa 時鋼瓶的極限等效裂紋尺寸 (深度)計算如下:

式中:Kie=66MPa;P=30MPa;D=340.6×10-3m;t=7.7×10-3m。
可得:ā=2.462×10-3m
因為ā>a, 所以鋼瓶實際缺陷在不大于人工缺陷時是安全的。
綜上,按照 GB/T 5777-2008《無縫鋼管超聲波探傷檢驗方法》C5 級標準,進行探傷的鋼瓶,不會因材料表面或內部的微小缺陷而發生爆破失效。所以內部細小的缺陷不會導致氣瓶的爆破失效。
2.3 顯微組織檢測
2.1 和 2.2 分析可知,宏觀缺陷和氣瓶細微缺陷不是氣瓶在承受高壓低循環次數載荷下發生爆破失效的原因, 即機械加工工藝的細微缺陷不是導致氣瓶失效爆破的原因。需要更深一步檢測是否因材料本身的組織結構發生改變,導致氣瓶最終失效。
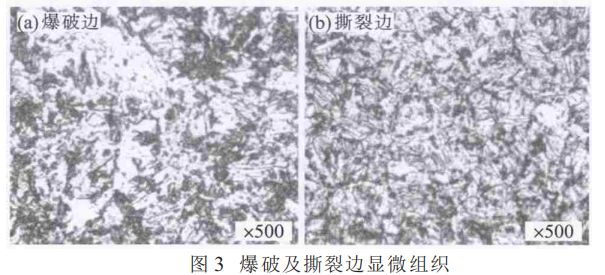
截取斷口處材料,對斷口處進行了500倍顯微組織檢測。檢測結構如下:爆破邊組織見圖3(a),撕裂邊組織見圖3(b)。兩張圖對比發現爆破邊組織中存在有明顯的鐵素體,而撕裂邊組織是較均勻的回火索氏體。也就是說,在爆破邊,出現了因奧氏體化不均勻的鐵素體,但是鐵素體在爆破區的存在是否降低氣瓶的整體強度并最終導致氣瓶失穩,還需要進一步分析論證。下面對氣瓶失穩區的爆破邊和撕裂邊進行表面硬度檢測,并對同批熱處理的15件氣瓶進行失效試驗來驗證推斷的正誤。
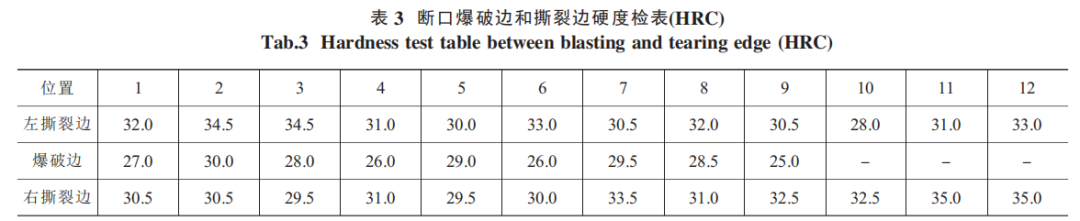
2.4 斷口表面硬度檢測
根據氣瓶設計要求,其抗拉強度為 950MPa~1099MPa(換算成硬度為30.5HRC~35.5HRC)。現將存在的斷口爆破邊和撕裂邊進行處理,分別用電火花線切割,去除45°斜邊并磨平,進行表面硬度檢測(間距7mm),數據見表3。分析可知,爆破邊的硬度最低為25 HRC、最高30 HRC、平均27.7HRC,換算成抗拉強度為890MPa,比設計要求最小抗拉強度的保證值950MPa低了60MPa。由此可推斷,滲 碳體的聚集降低了爆破區的硬度,與氣瓶失效有關。
2.5 失效實驗
鐵素體的聚集存在主要是由熱加工工藝導致的。熱處理加工過程的調質溫度控制不均會導致氣瓶周身受熱溫度和冷熱交換速率不均勻,從而導致氣瓶金屬的相變組織轉變不徹底,降低了整體強度,導致氣瓶不能承受實際的循環載荷并發生失穩爆破。下面從水壓試驗和爆破試驗,對材料的屈服極限和爆破強度進行分析。
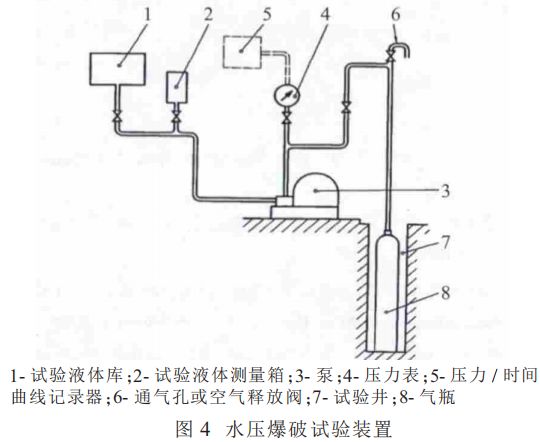
水壓試驗裝置設置如圖4所示。根據外側法30MPa的試驗數據, 同批熱處理的15件34CrMo4鋼瓶中,其殘余變形率最大達到了16%,大大的超出設計范圍,這說明在30MPa的水壓試驗中,瓶體已發生了部分塑性變形。結合2.3和2.4分析,大規模發生氣瓶爆破與熱處理加工工藝有關。
經排查熱處理加工工藝后發現,本系列 4 件同批熱處理的調質鋼瓶,其水壓爆破極限值,按照公式[2] 計算的爆破斷口抗拉強度分別為 950 MPa、926MPa、892MPa、877M Pa,其中有2件的抗拉強度明顯偏低,偏差最大的比設計要求的最小抗拉強度保證值950MPa 的低了73MPa。
綜上所述,在熱處理加工過程中會因調質過程的不當, 即氣瓶材料在正火處理后的奧氏體不能完全轉變成馬氏體,氣瓶內部會夾雜強度較低的珠光體和貝氏體組織,造成其低溫沖擊韌性和斷裂韌性較低。氣瓶用鋼屬于亞共析鋼,淬火加熱溫度一般為Ac3+(30+50)℃。但如果亞共析鋼在 Ac1~Ac3 之間加熱,加熱時組織為奧氏體和鐵素體兩相,在淬火冷卻后,組織中除馬氏體外,還保留一部分鐵素體,這將嚴重降低鋼的強度和硬度[12-14],導致氣瓶在圓柱區形成局部低強度區域,從而使材料的局部屈服強度小于理論設計值。致使每一次的壓力循環之后微小塑性變形量的逐次累積,當材料的強度和韌性不足以支持實際的應力水平時,34CrMo4 CNG 氣瓶將發生爆破失效。所以,需要對調質過程進行改進,提升氣瓶的整體性能,降低失效幾率。
3 工藝改進
氣瓶瓶口采用的是密封焊接處理,鋼瓶在進入淬火介質時,其表面會因高溫沸騰,在接觸介質的表面形成蒸汽膜,使固液界面處的熱量不能快速交換并擴散,造成內外熱擴散速率不均勻,金屬相變的驅動力不足,金屬奧氏體轉化不完全,導致材料強度下降。因此,為了提高冷凝效果,從兩個方面提出了改進措施:
(1) 在淬火槽中加入一套介質攪拌機構系統,提高介質的流動性,增大熱量傳遞速率,讓瓶內熱量盡快散失。
(2) 將冷卻介質由常見的 NaCl 溶液換為 PAG(PolyalkyleneGlycol,聚烷撐乙二醇)介質,提高鋼材的淬硬能力,從而使鋼材的強度和硬度大大提高[15]。
4 結論
(1) 改進工藝后的試驗檢測過程中,34CrMo4氣瓶爆破失穩最小值提升了41.5%,氣瓶拉伸強度平均值比之前提高了37.5%,批次的殘余變形率降到0%。氣瓶整體性能大大提升,達到理想目標。
(2) 在淬火階段,材料表面暴沸產生隔絕氣膜,使淬火過程的馬氏體化不均勻,調質過后仍有鐵素體的存在降低了材料的優質性能:為了改善這一現象,可以通過在淬火過程中加入壓縮空氣攪拌機構,適當提高材料的冷卻速度來加速金 屬材料相變速率,從而提升產品強度、硬度、耐壓性、韌性等金屬力學性能。

| |
