易孚迪感應(yīng)加熱設(shè)備(上海)有限公司自行研發(fā)設(shè)計針對風(fēng)力發(fā)電行業(yè)轉(zhuǎn)盤軸承感應(yīng)淬火機床并已經(jīng)大量在用戶現(xiàn)場使用。為保障設(shè)備高精度和穩(wěn)定性,設(shè)備系統(tǒng)硬件采用840D SL 數(shù)控系統(tǒng),NCU720.3 PN(V3.2)版本。該設(shè)備可以針對重達10t、最大工件外徑6m的轉(zhuǎn)盤軸承進行熱處理。老式的轉(zhuǎn)盤軸承感應(yīng)加熱設(shè)備一般通過人工手動找加熱位置,且在加熱過程中無有效的跟蹤方式,導(dǎo)致工件變形嚴(yán)重,極大地影響了產(chǎn)品質(zhì)量和使用壽命。我公司針對老式設(shè)備的缺點,采用西門子840D SL系統(tǒng)自帶的探頭功能來處理全自動精確找加熱起始位置,且在整個加熱過程中通過系統(tǒng)快速模擬量功能來實時跟蹤加熱感應(yīng)器與工件的距離,然后通過NC程序高精度動態(tài)響應(yīng)進行伺服軸補償?shù)脑恚员WC整個加熱過程中感應(yīng)器與工件之間的間隙保持一致,從而保證整個工件熱處理工藝的穩(wěn)定性。
一、設(shè)計原理
探頭采用雷尼紹MI8-4型號探頭,該探頭機械通過十字架形式連接,以保證任意角度測量,可針對不同類型的工件更換不同長度的探針和方向。采用Probe方式連接探頭后,需要通過系統(tǒng)參數(shù)MD13200來設(shè)置Probe的高電平(上升沿)還是低電平(下降沿)有效。硬件連接好后通過NC程序測試該功能。N430 GUD[190]=0;
N440 MEAS=1 G1 G91 F=25 Y1=-GUD[295],Y1軸負方向找位置;
N450 STOPRE;
N460 GUD[190]=$AC_MEA[1] ,
讀取探頭狀態(tài);
N470 IF GUD[190]==0 ,探頭如果沒有碰到工件,狀態(tài)位0,跳轉(zhuǎn)報警;
N480 GOTOF FEHLER_
WERKST;
N490 ENDIF;
N500 STOPRE;
N510 GUD[291]=$AA_IW[Y1],讀取當(dāng)前Y1軸位置;
N520 G1 G90 F=500 Y1=POS_Y1[3],讀Y1軸移動到安全位置;
N530 STOPRE;
N540 GUD[190]=0;
N550 MEAS=1 G1 G91 F=25 Y1=GUD[295],Y1軸正方向找位置;
N560 STOPRE;
N570 GUD[190]=$AC_MEA[1];
N580 IF GUD[190]==0,探頭如果沒有碰到工件,狀態(tài)位0,跳轉(zhuǎn)報警;
N590 GOTOF FEHLER_WERKST;
N600 ENDIF;
N610 STOPRE;
N630 POS_Y1[10]=(GUD[291]+GUD[292])/2,計算Y1軸與工件之間的位置值;
N640 G1 G90 F=500 Y1=POS_Y1[10] ,Y1走到實際加熱位置。
通過以上NC實例程序可以看到,系統(tǒng)通過探頭測量功能可以對輥道Y軸方向進行二次測量記錄測量后的實際位置,然后通過計算中間值,找到實際要求加熱位置,來保證感應(yīng)器在工件之間位置。在探頭功能測試過程中可以通過系統(tǒng)地址DB10.DBX107.0查看探頭是否有翻轉(zhuǎn)信號。根據(jù)以上原理可以針對不同工件類型,測試目標(biāo)工件不同的部位,不管測試面是平面還是溝道等不同形狀的工件,需要測試多點時,利用NC程序可以快速實現(xiàn)。對于盤軸承感應(yīng)淬火設(shè)備,因為工件最大直徑達6m,要保證整個工件表面熱處理穩(wěn)定性和變形量,必須在加熱過程中實時監(jiān)控工件加熱變形量,通過測量得到的變形量來進行伺服軸位置補償,保證感應(yīng)器和工件之間的間隙始終一致。而高精度和快速響應(yīng)是測量和補償?shù)南葲Q條件。840DSL 數(shù)控系統(tǒng)用快速ET200模塊替代老式840D PL DMP模塊來實現(xiàn)模擬快速輸入、輸出功能。在硬件組態(tài)時設(shè)備ET200與系統(tǒng)同步,PROFIBUS通信速率設(shè)置為12Mbps,以保證模擬量檢測模塊最快的響應(yīng)速度。6ES7151-1BA02-0AB0,PROFIBUS通信模塊;
6ES7138-4CA01-0AA0,24V電源模塊;
6ES7193-4CC20-0AA0,終端電阻;
6ES7134-4LB02-0AB0,兩通道輸入模擬量模塊;
6ES7193-4CB20-0AA0,端子連接塊;
為使系統(tǒng)模擬量測試功能有效,連接硬件后還需要配置以下系統(tǒng)參數(shù):
MD10300 $MN_FASTIO_ANA_NUM_INPUTS=2;
MD10320[0] $MN_FASTIO_ANA_INPUT_WEIGHT;
MD10320[1] $MN_FASTIO_ANA_INPUT_WEIGHT;
MD10362[0] $MN_HW_ASSIGN_ANA_FASTIN[0]=’H5000202;
MD10362[1] $MN_HW_ASSIGN_ANA_FASTIN[1]=’H5000204。
通過系統(tǒng)參數(shù)設(shè)置和PLC硬件組態(tài)(見圖1)配置后,快速模擬量輸入信號功能正常。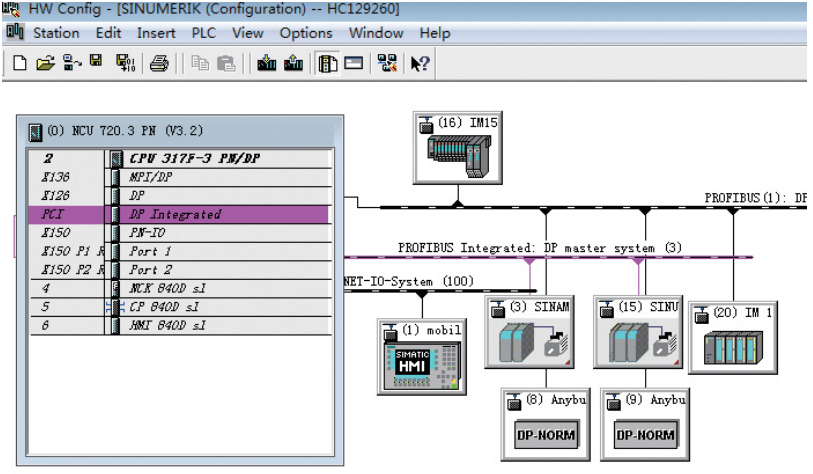
圖1 硬件組態(tài)
執(zhí)行元件測量位移傳感器選擇KEYENCE GT2-71MCP接觸式位移傳感器,如圖2所示。
圖2 位移傳感器
圖2中黑色模塊為控制器本體。控制器上帶LED顯示屏,其數(shù)值為傳感器測量頭的實際位置,按鈕則可調(diào)整控制器輸出功能。連接傳感器的電纜由模塊進線端接入,模塊輸出端連接電纜連接到ET200S模擬量檢測模塊。通過PLC可以讀取系統(tǒng)模擬量數(shù)值傳送至HMI顯示設(shè)置標(biāo)準(zhǔn)值和實際值,方便操作者觀察實際偏差距離與設(shè)置的是否一致,如圖3所示。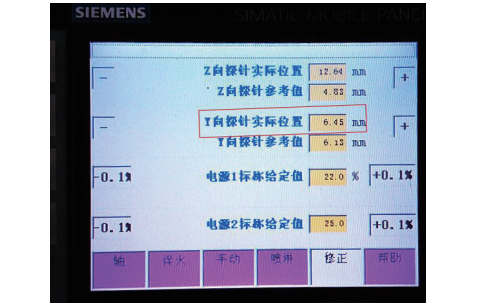
圖3 位移傳感器調(diào)整值
測量與補償跟蹤程序通過NC程序執(zhí)行,通過NC系統(tǒng)參數(shù)直接讀取模擬量實時值后與設(shè)置標(biāo)準(zhǔn)值進行比較,二者的偏差值通過程序迅速對伺服軸位置補償,這樣可以保證位置變化的快速響應(yīng)。N340 GUD[130]=R371,讀取設(shè)定標(biāo)準(zhǔn)值;
N370 GUD[136]=$A_INA[1],讀取模擬量實時值;
N420 GUD[145]=(GUD[130]-GUD[136]) ,計算標(biāo)準(zhǔn)值和實際值偏差;
N440 IF COUNTER==5,系統(tǒng)掃描5次后進行補償;
N450 G0 G91 Z1=GUD[145],Z1伺服軸位置補償偏差值;
N460 COUNTER=0;
N470 ENDIF;
N480 COUNTER=COUNTER+1。
以上NC實例程序顯示一個探頭的測量補償程序,測量探頭2與之原理相同。對于轉(zhuǎn)盤軸承工件,加熱過程中需要對工件端面和側(cè)面同時進行測量跟蹤和補償。
二、加工產(chǎn)品及工藝結(jié)果
產(chǎn)品:外圈溝道FLHSN3035FT1,材質(zhì)為42CrMo4+QT-EN10083,溝道淬火硬度58~62HRC,硬化層深度≥7.5mm(52.5HRC處)。實物如圖4所示,圖樣工藝要求如圖5所示,硬化層切割試塊如圖6所示,檢測結(jié)果見附表,金相組織如圖7所示。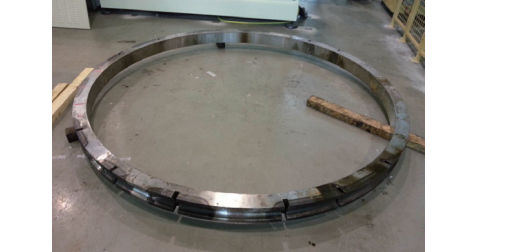
圖4 產(chǎn)品實物
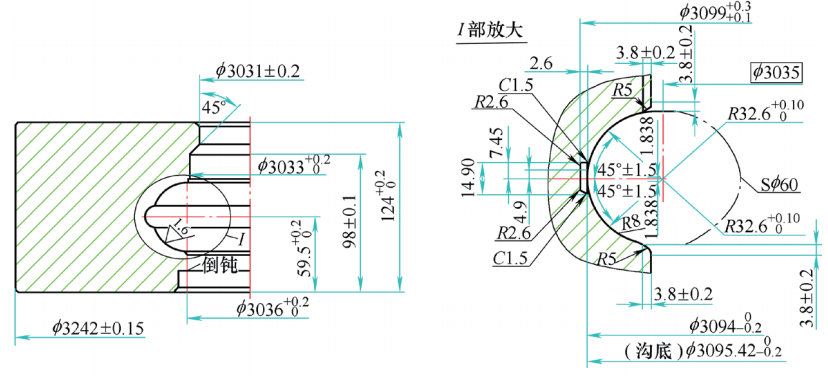
圖5 圖樣工藝要求
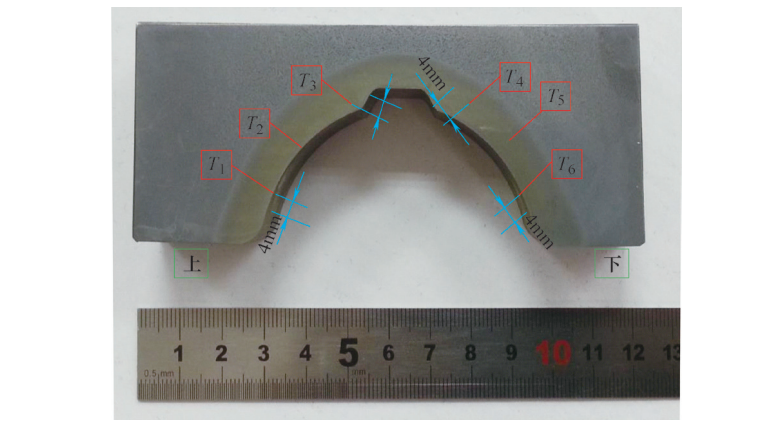
圖6 硬度層硬度檢測位置
硬化層硬度檢測結(jié)果 (HV1)
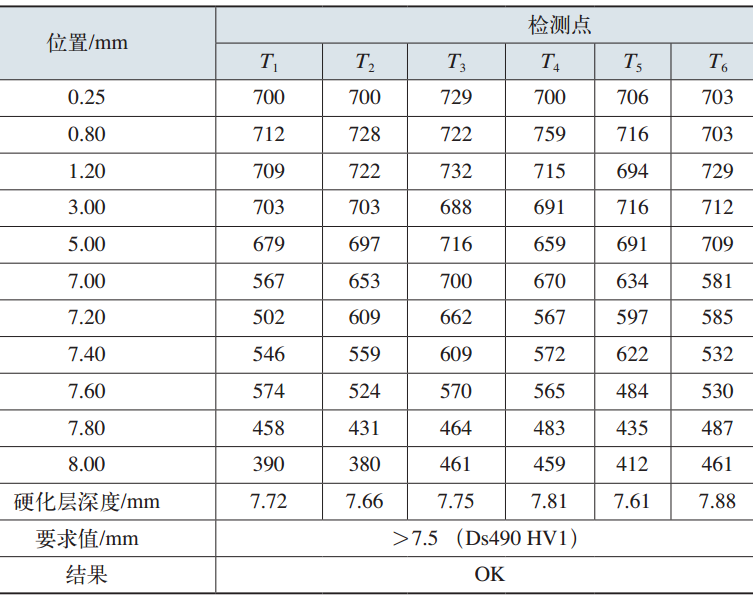
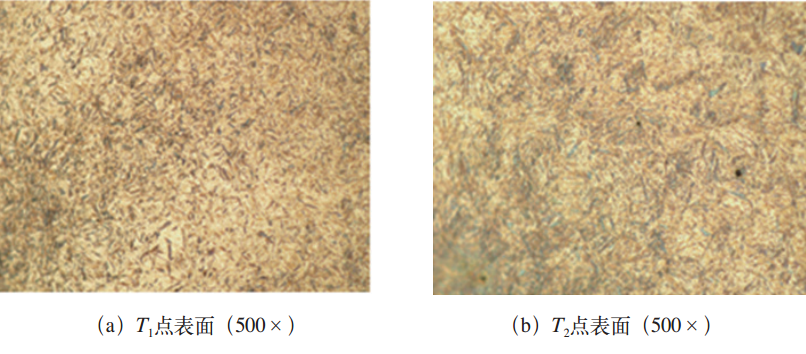
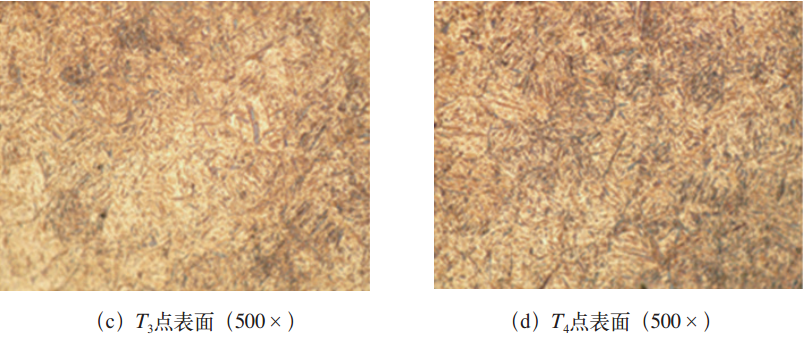
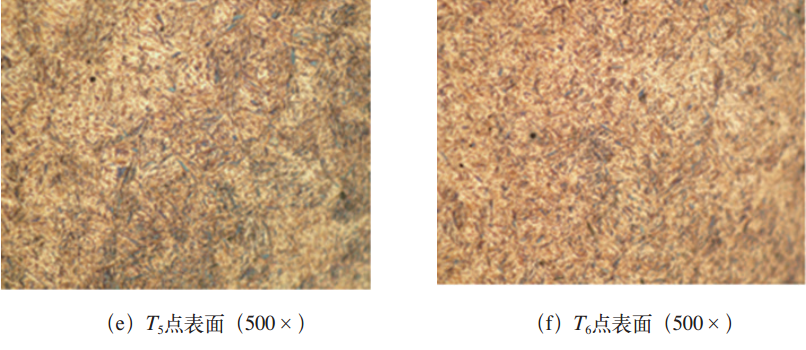
圖7 金相組織
三、結(jié)束語
應(yīng)用西門子840D SL系統(tǒng)自帶的Probe探頭功能完全取代老式人工找位置方式,尤其是風(fēng)力發(fā)電轉(zhuǎn)盤軸承行業(yè),工件尺寸大,以人工找位置方式可能造成很大誤差,而通過探頭測試可以實現(xiàn)精準(zhǔn)、重復(fù)度很高的測量,對批量的一致性有很高的保障。系統(tǒng)模擬量處理程序,系統(tǒng)讀取模擬量,通過NC程序比較模擬量時間值和標(biāo)準(zhǔn)值的偏差來補償伺服軸,以實現(xiàn)快速響應(yīng),避免了以往通過PLC處理類似功能的大量掃描時間,從而大幅縮短了跟蹤補償?shù)捻憫?yīng)時間,使最終工藝結(jié)果保證在0.1mm誤差范圍之內(nèi)。
作者:董振海,鄒錦衛(wèi),郝豐林
來源:《金屬加工(熱加工)》雜志
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進行刪除或付稿費,多謝!)


