薄規(guī)格鋼卷的重退技術(shù)
1)問題的提出
在連退機組生產(chǎn)過程中經(jīng)常會出現(xiàn)由于平整機故障未平整、規(guī)格過渡性能不合格或爐內(nèi)銹蝕等原因,從生產(chǎn)線下線的產(chǎn)品必須進行重新退火才可放行,否則由于表面質(zhì)量或性能不符合要求而改判。
但是,不是所有規(guī)格的產(chǎn)品都能夠重新退火的,由于薄規(guī)格鋼卷退火難度大,基本不能進行重新退火處理。連退機組能夠進行重退火鋼卷的規(guī)格,根據(jù)鋼種的不同,允許的范圍也不同。在原有技術(shù)條件下,某機組就規(guī)定對于CQ料而言,將厚度小于0.5mm或厚度為0.5mm而寬度大于1120mm的帶鋼列為重退的“禁區(qū)”。但在實際生產(chǎn)過程中卻往往有為數(shù)可觀的在“禁區(qū)”范圍內(nèi)需要重退的不良產(chǎn)品出現(xiàn),因此研究波規(guī)格產(chǎn)品的重退技術(shù)很有必要。
薄規(guī)格的涂油板難以穿帶、易于出現(xiàn)瓢曲缺陷、易于出現(xiàn)機械性能不合格等原因
2)穿帶困難問題的對策
厚度小于0.5mm或厚度0.5mm、寬度大于1120mm的薄(寬)規(guī)格的下線鋼卷,由于帶鋼表面涂有防銹油加上材質(zhì)變軟,在重退上卷時會出現(xiàn)打滑、穿行困難等問題。為了解決這一問題,車間規(guī)定有可能要重新退火的鋼卷,在下線前帶頭尾100米以內(nèi)不涂油,以方便重新退火時穿帶作業(yè)。
3)重退時帶鋼溫度的確定
對于厚度小于0.5mm或厚度0.5mm、寬度大于1120mm的薄(寬)規(guī)格的下線鋼卷,進行重新退火時,根據(jù)不同的情況設(shè)定不同的退火溫度。a)對于未平整的鋼卷,如果第一次退火的溫度已經(jīng)達到或超過了生產(chǎn)計劃單中規(guī)定的工藝要求時,重新退火溫度應該小于等于生產(chǎn)計劃單中的工藝溫度;如果第一次退火的溫度低于生產(chǎn)計劃單中工藝要求的下限時,重新退火溫度應該按照生產(chǎn)計劃單中的工藝溫度執(zhí)行。b)對于因爐內(nèi)氧化重退的鋼卷,重退是為了將帶鋼表面的銹蝕還原,如果重退溫度偏高,必將造成晶粒的異常長大,帶鋼屈服強度的降低,性能不符合用戶要求。為此,對典型牌號0.5*1268BLC-JD3的下線卷進行了實驗,結(jié)果如下。表7-2-1 帶鋼經(jīng)過不同重退溫度下的屈服強度
此牌號的屈服強度要求為200~260Mpa,從表1數(shù)據(jù)可以看出,隨著重新退火溫度的提高,帶鋼的屈服強度逐漸下降。當重退溫度為665℃時,屈服強度接近標準要求的下限;當超過690℃時,帶鋼的屈服強度僅為196Mpa,不符合標準要求。因此,對于因爐內(nèi)氧化重退的鋼卷的退火溫度規(guī)定小于等于670℃。
4)重退時速度的確定
由于薄板易于在爐內(nèi)出現(xiàn)熱瓢曲,一旦出現(xiàn)熱瓢曲問題,影響很大,因此選擇速度時必須首先保障不出現(xiàn)熱瓢曲,再此前提下,考慮其他因素。生產(chǎn)線速度決定了帶鋼在爐時間,而時間與溫度是互補的,可根據(jù)需要靈活掌握。a)對于機械性能偏低的重退卷,重點考慮機械性能問題。在一般采取與一次退火差不多的速度和溫度;b)對于因爐內(nèi)氧化重退的鋼卷,重點考慮還原問題,必須保證足夠的還原時間,必要時采取低溫度、慢速度來達到充分還原的效果;c)對于未平整的重退卷,重點是考慮平整問題,為了防止意外發(fā)生,一般采用較低的溫度,適當快的速度。
5)重退時張力的確定
給帶鋼施加張力的目的是為了防止帶鋼走偏,張力帶來的最大影響是產(chǎn)生熱瓢曲問題。對于重退卷而言,由于經(jīng)過了第一次退火,屈服強度很低,產(chǎn)生熱瓢曲的危險性加大,不過屈服強度低也會改善帶鋼與輥子接觸的均勻性,加上板形比軋硬板好多了,走偏的危險減小。所以,可以采取比第一次退火更小的張力,一般為第一次退火時規(guī)定的80%~90%。
高強鋼卷的重退技術(shù)
1)問題的提出
在連退線生產(chǎn)高強鋼時,經(jīng)常在生產(chǎn)過程中出現(xiàn)帶鋼在爐內(nèi)氧化或平整機故障未平整等問題,必須進行重退才可以放行。由于高強鋼的材質(zhì)特性以及高的性能要求,對機組工藝參數(shù)控制要求較高,而重退技術(shù)更是難上加難,必須解決一系列技術(shù)難題。
2)氧化色重卷退技術(shù)
a)重退的原因與難題
高強鋼退火板主要用于車體內(nèi)側(cè)板,厚度范圍通常為0.5-1.6mm,通常在低碳鋼中添加了P、Mn等元素形成強化機制,而P、Mn等元素屬于易氧化元素,和氧的結(jié)合力很強,在實際生產(chǎn)過程中容易產(chǎn)生氧化色,必須經(jīng)過重退消除氧化色后才可以放行。高強鋼重退必須解決焊接工藝、爐內(nèi)氣氛的控制和重退速度選擇等難題。
b)焊接工藝的調(diào)整
帶鋼焊接必須要求帶鋼表面沒有氧化,才能保證焊接牢固,但因氧化重退的帶鋼表面不可避免地存在氧化物,因此焊接很為困難,必須通過工藝參數(shù)的調(diào)整了解決這一難題。經(jīng)過大量試驗結(jié)果表明,采取適當增加焊接電流,可以增加焊縫的強度,減少焊接缺陷。同時,為了防止虛焊,還必須加強焊縫質(zhì)量的檢查。為了防止氧化物黏附在焊輪上影響焊縫質(zhì)量,每次焊接完后必須進行焊輪修磨。
c)爐內(nèi)氣氛的控制
為了保證高強鋼的氧化色在重退時得以還原,必須先控制好爐內(nèi)氣氛,保證爐氣的還原性,氫氣含量和爐壓保持上限,氧氣含量和露點保持下限。
d)生產(chǎn)線速度的控制
氧化色重退時生產(chǎn)線速度必須合理選擇。若速度過快,可能會因為帶鋼在爐內(nèi)時間太短,表面氧化色得不到還原;若速度過低,則帶鋼組織發(fā)生變化,高強鋼性能達不到應有的要求。經(jīng)過試驗表明,生產(chǎn)線速度控制在正常工藝速度的90%為宜。
3)未平整重退技術(shù)
a)帶鋼經(jīng)水冷輥冷卻后的板形特點
該連退線退火爐的快冷段采用了水冷輥技術(shù),由于帶鋼在寬度方向上與水冷輥接觸的緊密度是不一樣的,所以冷卻以后的溫度也不一樣,根據(jù)多次觀察測量曲線發(fā)現(xiàn),帶鋼溫度曲線呈“W”形,兩邊和中心部位溫度高,兩端1/4處溫度最低。因此,帶鋼在邊部有明顯的邊浪。
b)未平整卷重退的難題
正常生產(chǎn)時,帶鋼經(jīng)過平整作用,可以消除邊浪,但是未平整的帶鋼就仍然有邊浪問題。這樣,在重新退火時,由于水冷輥作用造成的邊浪問題就是兩次疊加,板形更差,邊浪更加嚴重,在過時效段極易走偏,這是一大難題。
c)重退時影響帶鋼邊浪的因素
為了尋找解決問題的原因,進行了退火溫度、張力和速度對邊浪影響的試驗,結(jié)果發(fā)現(xiàn)這三個因素對邊浪都有顯著的影響,特別是張力。
d)重退時生產(chǎn)工藝的調(diào)整
由于退火溫度和生產(chǎn)線速度時根據(jù)產(chǎn)品的性能決定的,因此對帶鋼在快冷段的張力進行了調(diào)整,適當降低了張力設(shè)定值。經(jīng)過長期運行,基本滿足了產(chǎn)品質(zhì)量的需要。
薄板在緩冷段穩(wěn)定運行技術(shù)
1)問題的提出
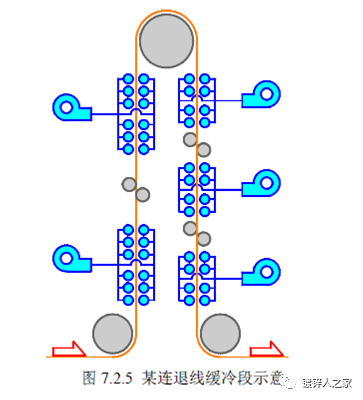
某連退線緩冷段如圖所示,有兩個行程,上行段有2組風箱、1對穩(wěn)定輥,下行段有3組風箱、2對穩(wěn)定輥。在生產(chǎn)薄板時,發(fā)現(xiàn)緩冷段運行很不穩(wěn)定,經(jīng)常出現(xiàn)帶鋼冷瓢曲斷帶、帶鋼刮風箱斷帶,以及穩(wěn)定輥壓印等問題。
2)冷瓢曲問題的預防
a)發(fā)生原因分析
經(jīng)過事故報告統(tǒng)計分析,冷瓢曲主要出現(xiàn)在緩冷上轉(zhuǎn)向輥上,發(fā)生的原因主要是因為爐輥溫度低,而帶鋼溫度高,兩者溫度差較大,爐輥在長度方向上中部與兩端溫差也較大,形成的熱凸度較大,帶鋼受到的對中力較大,而帶鋼較薄,對中應力較大,超過其屈服強度時,就會產(chǎn)生冷瓢曲。
b)采取措施分析
要解決冷瓢曲問題,在退火爐設(shè)計時可以采取很多措施,但在已經(jīng)建成的生產(chǎn)線,只能從操作方面著手。一方面可以增加帶鋼的屈服強度,另一方面可以減小爐輥凸度。但是,必須科學合理才能達到最佳效果,如果簡單地增加帶鋼的屈服強度,即降低帶鋼溫度,就必須增加風機的流量,特別是2號風機的流量增加了,就會造成大量的冷氣進入轉(zhuǎn)向輥爐室,增加爐輥凸度,形成兩者的矛盾。因此,必須統(tǒng)籌兼顧。
c)解決問題的最佳方案
其實,對于薄板而言,緩冷能力是有些多余的。因此,最佳方案是,將1號、3號、4號、5號風箱開到最大,而盡量減小2號風機的負荷,2號風機盡量不開或小功率運轉(zhuǎn),這樣就可以減輕緩冷爐室內(nèi)冷爐氣對爐輥室的影響,減小熱凸度,從而解決冷瓢曲問題。
a)發(fā)生原因分析
經(jīng)過對幾起斷帶事故的帶鋼斷口進行仔細分析,都是帶鋼在邊部刮到風箱,撕開的。帶鋼為什么會擦到風箱呢?于是薄板生產(chǎn)時到窺視孔蹲守觀察,發(fā)現(xiàn)帶鋼的狀態(tài)很差,既有C形彎曲嚴重。可以想象,正是這種板形,造成了帶鋼接觸到風箱,并且造成刮傷斷帶。
b)通過張力調(diào)整減小C形彎曲
解決C形彎曲問題主要通過調(diào)整張力來解決,帶鋼張力與帶鋼與風箱接觸問題有兩種傾向。張力過小時,帶鋼在風箱吹動下,產(chǎn)生飄動,極易刮到風箱;張力過大時,帶鋼產(chǎn)生C形彎曲,邊部位置偏移中心線,也會刮到風箱。因此,張力必須大小合適。本案例在設(shè)計張力時,是根據(jù)單位張力計算的,薄板是不是采取相同的單位張力,等比例地減小張力,還是要根據(jù)具體情況。從本案例的情況來看,是張力偏大,可以適當降低。
c)通過擋板調(diào)整減小C形彎曲
帶鋼冷卻時的邊緣效應也會增加C形彎曲,由于帶鋼在寬度方向上邊部散熱快、中間散熱慢,所以帶有一定的中浪,也會導致C形彎曲。在這方面主要通過調(diào)整風箱擋板,增大風機風管中間的風量,減小邊部的風量,來減小帶鋼中部和邊部溫度差,就能到達減小帶鋼C翹的目的。
d)問題的解決
于是,調(diào)板張力表,減小整薄在緩冷段的張力,并且增加冷卻風箱中部的開口度、減小邊部的開口度,在窺視孔觀察帶鋼的板形大幅度改善,再也沒有出現(xiàn)因此而斷帶的事故。
本文內(nèi)容來源于知鋼合作伙伴鍍鋅人之家,其團隊中的兩位冷軋涂鍍板卷專家(許秀飛、張雨泉)已入住知鋼專家平臺。
兩位專家的詳細介紹如下:
專 家 介 紹

許秀飛,教授級高級工程師,九三學社社員、重慶市涪陵區(qū)政協(xié)四屆常委,獲得全國鋼鐵工業(yè)勞動模范、重慶市有突出貢獻的中青年專家、重慶市工業(yè)先進個人等榮譽稱號,享受國務院特殊津貼,現(xiàn)任中冶賽迪高級咨詢師,建有重慶市組織部認定的專家工作室。
多次去POSCO研修汽車板生產(chǎn)技術(shù),在長期的生產(chǎn)實踐中積累了豐富的經(jīng)驗,出版了《鋼帶熱鍍鋅技術(shù)問答》、《鋼帶連續(xù)涂鍍和退火疑難對策》、《高檔鋼板生產(chǎn)技術(shù)與控制》和《汽車板生產(chǎn)工藝與管理》四本專業(yè)著作。
主持起草國家標準7項、行業(yè)標準10項。主持完成的多項成果,分獲省部級科技進步獎一等獎2項、二等獎3項、三等獎2項。

張雨泉(ZhangYu Quan),男,1959年2月出生,教授級高級工程師,全國冷軋技術(shù)專家。
曾任武鋼股份有限公司冷軋總廠廠長,寶武集團鄂鋼強盛薄板公司總經(jīng)理,現(xiàn)任中國金屬學會冷軋板帶學術(shù)委員會(全國冷軋協(xié)會)副主任,寶鋼冷軋技術(shù)委員會常務委員。
從事冷軋技術(shù)、管理工作三十余年,赴蒂森克虜伯、奧鋼聯(lián)林茨鋼廠、新日鐵、英國塔塔等公司學習汽車板一貫制生產(chǎn)技術(shù),自主開發(fā)冷軋轎車板年產(chǎn)量達300多萬噸,面板產(chǎn)量達40多萬噸,榮獲全國五一勞動獎章。著作《汽車板生產(chǎn)技術(shù)與管理》。
本文來源:知鋼網(wǎng)微信公眾號平臺
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進行刪除或付稿費,多謝!)