1 熱處理生產(chǎn)過程控制系統(tǒng)
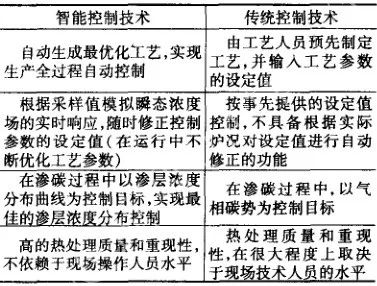
通過對工藝參數(shù)、工藝規(guī)程以及生產(chǎn)線的自動化控制,能大幅度提高生產(chǎn)效率、保證產(chǎn)品質(zhì)量、降低安全風險,從而實現(xiàn)現(xiàn)代化生產(chǎn)。近年來,熱處理過程的自動化控制向智能化控制發(fā)展,即實現(xiàn)了生產(chǎn)過程的自我跟蹤、自我診斷、自我優(yōu)化等功能。表1 為滲碳智能控制技術和傳統(tǒng)控制技術的比較,從該表中可以很清楚地看出智能控制技術的優(yōu)越性。
▼表1 滲碳智能控制技術和傳統(tǒng)控制技術的比較
1.1 熱處理生產(chǎn)自動控制裝置的基本組成
第一部分是測量元件和變送器。它的作用是測量為實施熱處理工藝規(guī)程及產(chǎn)品技術要求所需的參數(shù),并轉(zhuǎn)換成控制器能夠接收的信號。第二部分是控制器(或稱調(diào)節(jié)器)。它把變送器送來的測量信號與設定的信號進行比較,并將比較后的偏差按預定的規(guī)律進行計算,然后將計算結果送給執(zhí)行器。第三部分是執(zhí)行器。它根據(jù)控制器發(fā)出的控制信號去操作供電、輸氣、機械動作等,以實現(xiàn)熱處理工藝所要求的參數(shù)。圖1 所示為熱處理爐溫自動控制系統(tǒng)框圖。在此閉環(huán)的控制系統(tǒng)中,控制器是一個關鍵環(huán)節(jié),它包括了對測量信號的處理、測量信號與設定值的比較及控制量的產(chǎn)生。按控制器的類別可以將控制系統(tǒng)分為:常規(guī)控制系統(tǒng)和計算機控制系統(tǒng)。
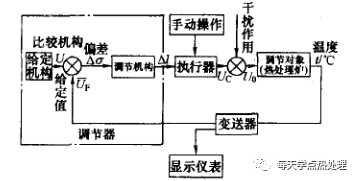
▲圖1 熱處理爐溫自動控制系統(tǒng)框圖
1. 常規(guī)控制系統(tǒng)。
這種系統(tǒng)基本上都是用自動化儀表組合而成的,一般只有簡單的數(shù)據(jù)處理功能,對信號進行一定量處理,沒有運算功能。
2. 計算機控制系統(tǒng)。
這是以計算機為控制器的控制系統(tǒng),控制程序由軟件來實施,可以執(zhí)行特定的控制算法及復雜的數(shù)學模型,甚至具有智能調(diào)控功能。
1.2 熱處理生產(chǎn)過程控制的分類
1.2.1 根據(jù)控制的對象來分,可以分為以下兩種:1. 按時間來控制參數(shù)的熱處理工藝過程控制。這種熱處理過程控制是以 “時間-溫度”、“時間-滲劑流量” 等工藝曲線作為控制手段。這種控制結構屬于總體上開環(huán)、局部閉環(huán)的控制方式,采用一般調(diào)節(jié)儀就能實現(xiàn)控制。但不能對生產(chǎn)過程中發(fā)生變化或受到干擾的參數(shù)作出反應,保證不了質(zhì)量的穩(wěn)定性。這種熱處理工藝過程控制以產(chǎn)品熱處理最終性能技術要求為目標。例如滲碳,以滲層深度、表層碳含量、滲層濃度分布狀態(tài)等為目標。這種控制需采用智能調(diào)節(jié)儀或計算機控制系統(tǒng)才能完成,是一種建立在數(shù)學模型模擬仿真基礎上的閉環(huán)控制系統(tǒng)。這種工藝過程控制,有時要用數(shù)字程序控制。1.2.2 根據(jù)控制規(guī)模來分,也可以分為兩種:1. 生產(chǎn)線順序控制。除局部熱處理工藝過程控制外,要求整條生產(chǎn)線進行順序控制。這種控制采用順序控制器、可編程控制器或微機來實施。2. 全熱處理車間生產(chǎn)過程控制。較先進的采用集散式控制系統(tǒng)(TDCS) 或稱分解型控制系統(tǒng)(DSC) , 它將各設備的控制系統(tǒng)分散,而將全車間的管理高度集中。控制設備分前沿機(布置在設備前)和上位機(監(jiān)控機)。熱處理生產(chǎn)過程中,除了對工藝參數(shù)進行控制外,還必須按照一定的工藝路線將零件從一個熱處理設備轉(zhuǎn)移到另一個熱處理設備,零件在這些設備中順序完成規(guī)定的工藝操作后才能獲得預期的性能。這樣的過程控制通過順序控制得以實現(xiàn)。順序控制,就是發(fā)出操作指令后,控制系統(tǒng)能自動地、順序地根據(jù)預先設定的程序或條件完成一系列操作,達到控制目的。順序控制可以分為:時序順序控制、邏輯順序控制和條件順序控制。控制指令按照時間排列,且每一程序的時間是固定不變的順序控制,稱為時間順序控制。例如,零件的淬火過程按照一定的加熱時間和冷卻時間編排控制指令。控制指令按照動作先后次序排列而不是按時間排列,這就是邏輯順序控制。例如,周期作業(yè)爐自動裝料過程的控制,爐門打開到規(guī)定高度,推桿就自動往爐內(nèi)裝料,爐門打開時間不是控制條件。控制指令不是按時間和先后排列,而是根據(jù)事先規(guī)定的條件對控制動作有選擇地逐次進行控制的順序控制,稱為條件順序控制。例如,對工件在傳送過程中進行挑選,滿足條件的工件進入下一道加工工序,而不滿足條件的工件則重新處理。電子順序控制器由各種無觸點邏輯元件組成,可分為簡易順序控制器和可編程控制器。

2 熱處理生產(chǎn)過程控制所使用的設備和器件
2.1 繼電器接點程序控制系統(tǒng)
此種控制系統(tǒng)是由開關元件組成的起 “斷、續(xù)” 作用的程序控制系統(tǒng),其基本控制元件是繼電器、接觸器。其優(yōu)點是結構簡單,調(diào)整維修容易,抗干擾能力強。缺點是,有觸點,允許的工作頻率低,當觸點打開時,經(jīng)常產(chǎn)生電弧,觸點容易燒壞,導致開關動作不可靠。目前,該類系統(tǒng)的執(zhí)行元件正逐漸被無觸點邏輯控制系統(tǒng)取代。電源電路(刀開關控制的電源電路、接觸器控制的電源電路);
電機正反轉(zhuǎn)控制電路(帶互鎖的正反控制電路、復合按鈕的互鎖控制電路);
位置控制電路(限位控制回路、自動往復行程控制電路);
順序動作控制電路;
兩地控制電路;
時間控制電路;
保護電路;
警報電路;
指示電路。
2.2 順序控制器(包括可編程控制器)
順序控制器主要有兩種類型,即矩陣式控制器和可編程控制器。矩陣式控制器常用的有時序步進式和條件步進式。由于矩陣式控制器、繼-接電路這類控制器缺乏存儲功能、難以調(diào)整修改,逐漸被可編程順序控制器取代。可編程序調(diào)節(jié)器是儀表化了的微型控制計算機,它既保留了儀表的傳統(tǒng)操作方式,又可以通過編程序來構成控制系統(tǒng),還可實現(xiàn)比較復雜的邏輯判斷。它將過程控制系統(tǒng)中經(jīng)常用到的運算功能以模塊的形式提供給用戶,設計人員只需要將各種功能模塊按需要以一定的規(guī)則連起來即可。PLC采用可編程的存儲器,用于其內(nèi)部存儲程序,執(zhí)行邏輯運算、順序控制、定時、計數(shù)與算術操作等面向用戶的指令,并通過數(shù)字或模擬式輸入輸出,控制各種型的機械或生產(chǎn)過程。可編程控制器及其有關外部設備,都按易于與工業(yè)控制系統(tǒng)聯(lián)成一個整體,易于擴充其功能的原則設計。PLC一般由微處理器 CPU、存儲器、輸入輸出系統(tǒng)及其他可選部件四大部分組成,如圖2所示。
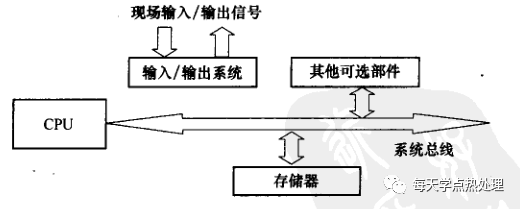
CPU是PLC的核心,能夠識別用戶按照特定格式輸入的各種指令,發(fā)出相應的控制指令,完成預定的控制任務。與其他部件之間的連接是通過總線進行的。存儲器由系統(tǒng)程序存儲器和用戶程序存儲器兩部分組成。系統(tǒng)程序存儲器容量
的大小決定了功能和性能;用戶程序存儲器容量的大小決定了用戶程序的功能和任務復雜程度。
“輸入/輸出” 系統(tǒng)是過程狀態(tài)與參數(shù)輸入以及實現(xiàn)控制時控信號輸出的通道,包括被控過程與接口之間的電平轉(zhuǎn)換、電氣隔離、串/并轉(zhuǎn)換,A/D轉(zhuǎn)換等功能。熱處理過程中各種連續(xù)性物理量(如溫度、壓力、壓差)于在線檢測儀表將其轉(zhuǎn)化為相應的電信號,通過模擬量輸入通道進行處理;模擬量輸出通道則實現(xiàn)對被控對象連續(xù)變化的模擬信號的調(diào)節(jié)輸出。對于各種限位開關、繼電器或電磁閥門、手動操作按鈕的啟閉狀態(tài),通過開關量輸入通道處理,開關量輸出通道用于控制電磁閥門、繼電器、指示燈、聲/光報警器等的開/關狀態(tài)輸出。這里是指與 PLC 的運行沒有依賴關系的一些部件,是PLC系統(tǒng)編程、調(diào)試、測試與維護等必備設備,包括編程器、外置存儲設備、V/O擴展口、數(shù)據(jù)通信接口。①所有的I/O接口電路均采用光電隔離,使工業(yè)現(xiàn)場的外電路與PLC內(nèi)部電路之間電氣上隔離。②各輸入端均采用R-C濾波器,其濾波時間常數(shù)一般為10~20ms。⑥良好的自診斷功能,一旦電源或其他軟、硬件發(fā)生異常情況,CPU立即采用有效措施,以防止故障擴大。⑦大型PLC還可以采用由雙CPU 構成冗余系統(tǒng)或三CPU 構成表決系統(tǒng),使可靠性更進一步提高。2) 豐富的I/O接口模塊。PLC 針對不同的工業(yè)現(xiàn)場信號,如交流或直流、開關量或模擬量、電壓或電流、脈沖或電位、強電或弱電等,都有相應的I/O模塊與工業(yè)現(xiàn)場的器件或設備,如按鈕、行程開關、接近開關、傳感器及變送器、電磁線圈、控制閥等直接連接。另外,為了提高操作性能,它還有多種 人-機 對話的接口模塊;為了組成工業(yè)局部網(wǎng)絡,它還有多種通信聯(lián)網(wǎng)的接口模塊,等等。3) 采用模塊化結構。為了適應各種工業(yè)控制需要,除了單元式的小型PLC以外,絕大多數(shù)PLC均采用模塊化結構。PLC的各個部件,包括CPU、電源、I/O等均采用模塊化設計,由機架及電纜將各模塊連接起來,系統(tǒng)的規(guī)模和功能可根據(jù)用戶的需要自行組合。PLC 的編程大多采用類似于繼電器控制線路的梯形圖形式,對使用者來說,不需要具備計算機的專門知識,因此很容易被一般工程技術人員所理解和掌握。最普遍的 PLC 編程語言是梯形圖與語句表(梯形圖助記符)。梯形圖表達式吸取了繼電器路線圖的特點,是從接觸器、繼電器梯形圖基礎上演變而來的,形象直觀,簡單實用,是 PLC 主要編程語言。為了使編程語言保持梯形圖的簡單、直觀特點,方便現(xiàn)場編制程序,派生了梯形圖的輔助語言-語句表(梯形圖助記符)。除了這兩種編程語言外,還有一些其他編程語言,例如控制系統(tǒng)流程圖編程、邏輯方程、布爾編程表達式以及高級編程等。PLC不需要專門的機房,可以在各種工業(yè)環(huán)境下直接運行。使用時,只需將現(xiàn)場的各種設備與PLC相應的 I/O 端相連接,即可投入運行。各種模塊上均有運行和故障指示裝置,便于用戶了解運行情況和查找故障。由于采用模塊化結構,因此一旦某模塊發(fā)生故障,用戶可以通過更換模塊的方法,使系統(tǒng)迅速恢復運行。PLC的功能包括邏輯控制、定時控制、計數(shù)控制、步進(順序)控制、PID控制、數(shù)據(jù)控制(數(shù)據(jù)處理能力)、通信和聯(lián)網(wǎng)。常見的PLC 主要有霍尼韋爾 DCP50、DCP100、DCP300, ICP1100S, 橫河 UP 系列,山武DCP 系列等。
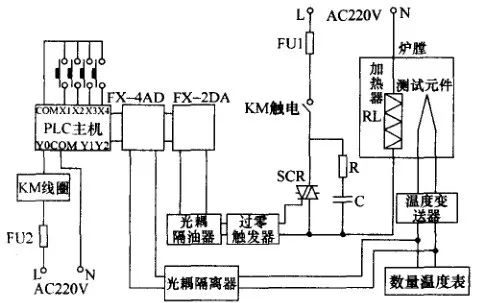
▲圖3 熱處理爐加熱PLC控制原理示意圖

2.3 熱處理順序控制執(zhí)行器
順序控制系統(tǒng)的執(zhí)行機構一般包括電器、液壓系統(tǒng)、氣動系統(tǒng)等。這里簡單地介紹這些內(nèi)容。電器包括電機及各種低壓電器,如接觸器、繼電器、電磁鐵、行程開關等。熱處理生產(chǎn)線采用電-液聯(lián)動裝置使整個生產(chǎn)線實現(xiàn)自動化。液壓傳動系統(tǒng)一般由液壓泵、液動缸、液壓閥和輔助裝置(濾油器、油箱)等四部分組成。熱處理設備中使用最多的是齒輪泵和葉片泵。液壓閥根據(jù)其在系統(tǒng)中所起的作用,可分為三類:方向控制閥:如單向閥、換向閥等;壓力控制閥:如溢流閥、減壓閥、順序閥等;流量控制閥:如節(jié)流閥、調(diào)速閥等。
3. 氣動系統(tǒng)
氣動和液壓控制元件的工作原理、元件的組合和實現(xiàn)機構自動化的方法大體相同,但液壓油幾乎不可壓縮,而氣體可壓縮,因此,氣動工作速度不穩(wěn)定,外部載荷的變化對速度的影響較大,難以精確控制工作速度,效率比較低。近年來,采用氣液聯(lián)合傳動方法,綜合了兩者的優(yōu)點,擴大了氣動的應用范圍。
氣動系統(tǒng)基本上包括兩個部分。第一部分是壓縮空氣供給裝置,包括空氣壓縮機、后冷卻器、儲氣罐。第二部分是執(zhí)行裝置,即氣缸和氣動馬達。
氣缸是氣動系統(tǒng)的執(zhí)行元件,目前尚無統(tǒng)一分類標準和定型完善的結構。
氣動控制閥在氣動系統(tǒng)中的作用是控制壓縮空氣的壓力、流量和方向。按作用可以分為壓力控制閥、流量控制閥和方向控制閥三大類;按各種閥在回路中的主從關系可分為主閥和先導閥。直接控制氣動執(zhí)行機構換向的氣閥稱為主閥,控制主閥的氣閥稱為先導閥。壓力控制閥包括溢流閥、減壓閥和順序閥等,它們的共同特點就是用空氣壓力和彈簧力相平衡的原理來工作。

3 熱處理生產(chǎn)過程控制的集散控制結構
各級之間通過通信網(wǎng)絡相連,同級各單元由本級的通信網(wǎng)絡聯(lián)系。由于采用了分布式監(jiān)控預警系統(tǒng),使各種不穩(wěn)定因素分散到各個控制點上,某個點或主機出現(xiàn)故障而不影響其他點的監(jiān)測,因此具有集中管理分散控制、危險分散、可靠性高的特點。從結構上,系統(tǒng)可以分為上位機和下位機兩部分。下位機布置在設備處,采集數(shù)據(jù)和向上位機傳遞數(shù)據(jù),上位機向下位機傳送命令和接受數(shù)據(jù)。從邏輯上,系統(tǒng)可以縱向分為上下兩層;第一層為現(xiàn)場控制層,任務是根據(jù)上層指令直接控制熱處理設備的溫度和氣氛等工藝參數(shù);第二層為最優(yōu)控制層,任務是根據(jù)給定的目標函數(shù)與約束條件建立系統(tǒng)的數(shù)學模型,給出最優(yōu)控制策略,對現(xiàn)場控制層的控制參數(shù)進行設定和PID參數(shù)設定。計算機之間和智能控制器、終端之間的數(shù)據(jù)傳送采用串行通信和并行通信方式。串行方式使用線路少,成本低,尤其適合遠程通信。RS232C、RS485是工業(yè)控制中最常見的兩種串行通信接口標準,其中,RS485具有良好的抗噪聲干擾性、傳輸距離遠和多點能力,逐漸取代了較早的RS232C標準。軟件系統(tǒng)是分散型控制系統(tǒng)(DCS) 的核心,所有的數(shù)據(jù)收集、工藝設置、調(diào)控協(xié)調(diào)和監(jiān)視都通過上位機上運行的軟件系統(tǒng)實現(xiàn)。大型的軟件系統(tǒng),如 Honeywell PlantScape Vista, 這是一款功能齊備的客戶機/服務器監(jiān)控和數(shù)據(jù)采集軟件。PlantScapeVista基于微軟 Windows2000/XP操作系統(tǒng),具有良好的人機界面(HMI) , 適合于中小規(guī)模的制造和過程控制環(huán)境,也可以移植到更大規(guī)模的系統(tǒng),可以和 UDC2500等通用溫度控制設備集成,甚至可以和第三方公司產(chǎn)品實現(xiàn)集成,它可支持HC900、其他 IM&C產(chǎn)品及可選擇的第三方接口,容易實現(xiàn)功能擴展。但是,針對熱處理過程目前沒有統(tǒng)一的軟件系統(tǒng),基本上是各個使用客戶根據(jù)實際情況采用 VC/VC++、VB 等可視化語言編制,再通過接口與RS232/C和 RS485 通信。1) 建立、修改工藝條件,根據(jù)工藝參數(shù)模擬滲碳過程總的碳濃度分布的變化過程。2) 設置滲碳控制器的PID系數(shù)、上限值、控制起點,記錄保存各儀表的數(shù)據(jù)。3) 工藝過程操作,實時控制,顯示爐溫,碳勢等參數(shù),并以碳濃度曲線圖和過程參數(shù)圖直觀顯示爐溫、碳勢等參數(shù)隨時間變化情況。4) 報警功能。針對生產(chǎn)過程中出現(xiàn)的各種突發(fā)意外情況,及時發(fā)出聲光警報。

4 熱處理生產(chǎn)過程控制系統(tǒng)發(fā)展
熱處理生產(chǎn)過程控制的發(fā)展趨向從常規(guī)控制系統(tǒng)向智能化控制的方向發(fā)展。根據(jù)生產(chǎn)規(guī)模和控制特征,目前控制系統(tǒng)大體上有如下等級。如溫度、壓力、流量、氣氛、時間、機械動作及位移等,可以選用常規(guī)控制儀表或系統(tǒng),也可以采用計算機控制系統(tǒng)實現(xiàn)開環(huán)控制或閉環(huán)控制。如控制溫度隨時間的變化規(guī)程,爐氣氛隨時間的變化規(guī)程等。這種控制基本上都采用計算機控制系統(tǒng),分為靜態(tài)控制和動態(tài)控制。按固定程序進行采樣和控制從的屬于靜態(tài)控制,控制結果采用數(shù)字顯示。動態(tài)控制是即時進行采樣和控制,常利用計算機按數(shù)學模型運行程序控制,并可隨時改變和處理控制程序,控制的結果可在計算機屏幕上以曲線或動畫即時顯示。這是把熱處理的最初始的資料,如工件、鋼材、技術要求、工況等及工藝過程的基本數(shù)據(jù)輸入計算機,計機將模擬熱處理工藝過程,自動地確定和提供熱處理工藝參數(shù)。它是將熱處理原理、材料學、彈塑性力學、流體力學、數(shù)學等多學科理論知識加以集成,建立定量描述熱處理過程中各種現(xiàn)象及其相互作用的數(shù)學模型;用計算機模擬熱處理生產(chǎn)條件下工件內(nèi)溫度場、濃度場、相變和應力場的演變過程,作為制訂合理的熱處理工藝和開發(fā)熱處理新技術的依據(jù);在生產(chǎn)過程現(xiàn)場中實時監(jiān)控,修正工藝參數(shù),使生產(chǎn)過程始終處在最優(yōu)的工作狀態(tài)。整個熱處理生產(chǎn)線,包括各熱處理工序、各機械動作、各工藝參數(shù)等通過智能控制技術、CAE/CAM一體化系統(tǒng)、智能化傳感與測試技術、生產(chǎn)紀錄的管理和利用等子系統(tǒng)協(xié)調(diào)組成。其中,熱處理 CAE/ CAM具有自動生成優(yōu)化的熱處理工藝,自動實現(xiàn)生產(chǎn)過程的自動控制,自動處理各種因素的影響和在生產(chǎn)過程中自動補償偏差對熱處理質(zhì)量影響的功能。此控制屬于集散式控制系統(tǒng)(TDCS) 或分散型控制系統(tǒng)(DCS) , 結構上將各設備的控制系統(tǒng)分散,而將全車間的管理高度集中。這種控制系統(tǒng)是以微處理器及微型計算機為基礎,集成了計算機技術、數(shù)據(jù)通信技術、顯示技術和自動控制技的
計算機控制系統(tǒng)。分布于生產(chǎn)過程各部分的以微處理器為核心的過程控制站,分別對各部分工藝流程進行控制,又通過數(shù)據(jù)通信系統(tǒng)與中央控制室的各監(jiān)控操作站聯(lián)網(wǎng),操作員通過監(jiān)控終端,可以對全部生產(chǎn)過程的工況進行監(jiān)視和操作,網(wǎng)絡中的專業(yè)計算機用于數(shù)學模型或先進控制策略的運算,適時地給各過程站發(fā)出控制信息、調(diào)整運行工況,因此稱為集散控制系統(tǒng)(TDCS) 。分散控制系統(tǒng)可以組成熱處理爐的數(shù)據(jù)采集系統(tǒng)(DAS) 、自動控制系統(tǒng)(ACS) 、順序控制系統(tǒng)(SCS) 及安全保護等,完成數(shù)據(jù)采集與處理、控制、計算等功能,便于實現(xiàn)功能、地理位置和負載上的分散,實現(xiàn)計算機過程控制。目前已有成熟的DCS控制設備,如HC900、PKS等。
4.6 熱處理生產(chǎn)與管理全面控制
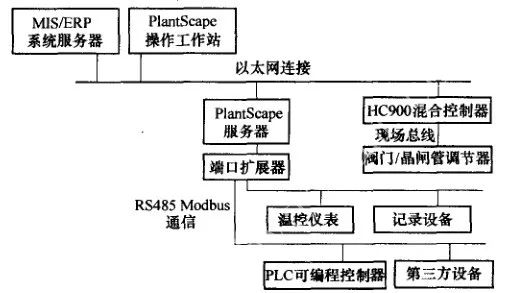
此種控制系統(tǒng),除完成熱處理工藝過程控制任務外,還能完成整個企業(yè)生產(chǎn)調(diào)度、生產(chǎn)計劃、材料消耗、成本核算、設備檢修和維護等企業(yè)管理任務,實現(xiàn)信息化的熱處理生產(chǎn)管理決策。實際上,熱處理的生產(chǎn)率、經(jīng)濟效益和質(zhì)量保障都和生產(chǎn)管理水平密切相關,例如,空爐升溫和冷卻造成的蓄熱損失在總能耗中占相當大的比例,在滿足企業(yè)的生產(chǎn)計劃和物流動化的要求,以及滿足不同用戶對熱處理協(xié)作件交貨期要求的前提下,合理安排熱處理生產(chǎn)計劃,就有可能大幅度降低熱處理能耗。通過電子商務組織異構協(xié)作,能有效地提高熱處理勞動生產(chǎn)率,進而將信息化的熱處理生產(chǎn)管理系統(tǒng)也納入整個企業(yè)的生產(chǎn)管理系統(tǒng)(ERP) 。控制技術正在由分散型過程向網(wǎng)絡集成化方向發(fā)展,將支持廣域網(wǎng)(WAN) 、局域網(wǎng)(LAN) 、虛擬專用網(wǎng)絡(VPN) 、標準網(wǎng)絡硬件設備、Internet/Intranet 連接、通信協(xié)議等。其最終目的是讓檢測和控制實現(xiàn)完全分散化狀態(tài),生產(chǎn)控制與辦公網(wǎng)絡實現(xiàn)一體。分散的傳感設備、VO數(shù)據(jù)、過程控制器,依賴于高速通信通道工業(yè)總線組合成分散控制系統(tǒng)(DCS) , 滿足了連續(xù)過程控制應用的需要,又適合了分散順序和運動控制的需要。進一步利用以太網(wǎng)和其他基于現(xiàn)場總線的技術,連接到采用商用操作系統(tǒng)的開放式過程控制系統(tǒng)中,具有基于Web技術信息分布形式和其他數(shù)據(jù)服務功能的特點。圖4 以 Honeywell 混合控制系統(tǒng)為例,通過PlantScape Vista 模塊化監(jiān)控軟件實現(xiàn)生產(chǎn)管理控制。
生產(chǎn)過程控制的發(fā)展趨勢是 FCS (Field Control System) , 即總線控制系統(tǒng)或現(xiàn)場控制系統(tǒng)。FCS是一種分布式的網(wǎng)絡自動化系統(tǒng),其基礎是現(xiàn)場總線,形成了從測控設備到操作控制計算機的數(shù)字通信網(wǎng)絡,適應了網(wǎng)絡發(fā)展的要求,因而成為控制網(wǎng)絡的發(fā)展方向。與FCS相比,DCS由于采用獨家封閉的通信協(xié)議,不同廠家的設備不能互連在一起,系統(tǒng)和外界之間的信息交換難于實現(xiàn),給用戶的系統(tǒng)集成和應用造成了不便。FCS是開放式系統(tǒng),采用了一套標準的通信協(xié)議,把測控設備和控制系統(tǒng)完美地結合在一起,使設備之間的互操作變得方便、快捷,用戶可以選擇不同廠商、不同品牌的各種設備連入現(xiàn)場總線,達到最佳的系統(tǒng)集成。但目前FCS尚未成為主流,原因在于,FCS和 DCS的相比,FCS系統(tǒng)采用的是數(shù)字化通信,省去了D/A與A/D變換,雖然提高了精度,但是對傳感器的要求也高了;DCS大多為模擬數(shù)字混合系統(tǒng),不需要全部更換測量設備,更適合當前的生產(chǎn)需要。

附:實例——多用爐生產(chǎn)線控制
對于密封箱式多用爐生產(chǎn)線的結構及控制系統(tǒng),各生產(chǎn)廠的產(chǎn)品有較大差異,以下介紹某生產(chǎn)線的一些控制形式。
一、 生產(chǎn)線組成
生產(chǎn)線以俗說的312配置,由以下部分組成:3臺密封箱式滲碳爐,1臺清洗機,2臺回火爐,2臺升降平臺(裝料臺),2臺固定平臺(裝料臺),2臺吸熱式氣氛發(fā)生爐,氧碳擴散控制計算機,氧碳控制儀,氮氣、氨、丙烷汽化等裝置,以及測定和校正碳勢的輔助儀器,即箔片天平和露點儀。
二、控制系統(tǒng)和控制任務
某密封箱式爐控制系統(tǒng)組成如圖5 所示。
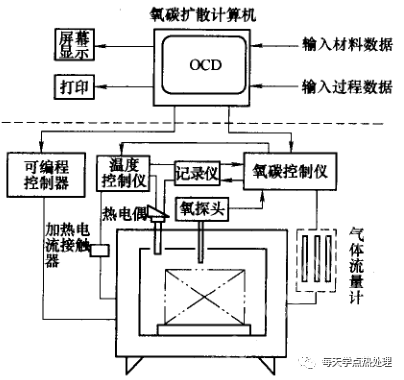
溫度控制系統(tǒng)由熱電偶、智能調(diào)節(jié)儀和晶閘管組成。溫度信號同時傳輸給氧碳控制儀和計算機。①中央指令系統(tǒng):氧碳擴散控制計算機(O. C. D) 。②二級控制系統(tǒng):可編程序控制器,碳勢控制儀(或氧碳控制儀)。③執(zhí)行系統(tǒng):機械傳動電動機、電磁閥、開關等。檢測爐氣氛碳勢的直接儀表,常放置在爐前操作,故常稱前沿機。該系統(tǒng)以氧探頭作傳感器,檢測爐氣氛氧含量,以氧電勢輸出,在碳勢控制調(diào)節(jié)儀中與設定值進行比較,進行PID運算輸出控制量,控制執(zhí)行元件,調(diào)節(jié)富化氣供入量,同時把氧電勢傳輸給計算機。
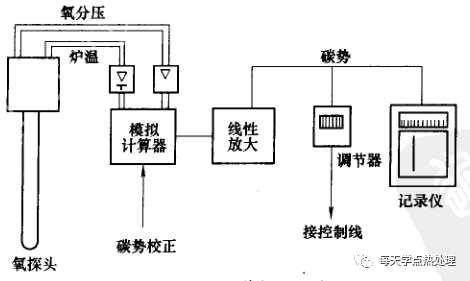
▲圖6 碳勢控制系統(tǒng)
其主要功能是按工藝要求對爐內(nèi)機械動作實行自動控制。密封箱式滲碳爐可實現(xiàn)三種工藝方式,即直接淬火、重新加熱淬火和氣體淬火。它們的操作程序都儲存在可編程序控制器中。①工藝過程自動控制。按滲碳工藝要求分為三類:滲碳工藝、修正滲碳工藝(即對已滲碳工藝的返修工藝)和保護氣氛熱處理。這三類工藝又可按不同淬火方式分別編制程序。計算機工藝程序編制是通過鍵盤輸人的,輸入材料數(shù)據(jù)和過程數(shù)據(jù),例如,鋼材碳含量、合金化系數(shù)、炭黑極限、爐氣中H2、CO含量,有效硬化層深度及其碳含量等;再輸入各個程序段的數(shù)據(jù),如設定溫度、設定滲碳最終要求達到的滲層深度等。計算機按工件最終目標進行控制,調(diào)節(jié)工藝參數(shù),當達到99%的滲碳層深后,爐溫降到淬火溫度并保溫,到達要求的滲碳深度后,工件出爐送往淬火槽。②滲碳工藝的模擬仿真功能。在計算機控制中,通過模擬運算可實時顯示溫度和碳勢工藝曲線及實時記錄曲線、表面碳濃度梯度、設定溫度和碳勢、實時滲層深度和時間等內(nèi)容。從而以總覽的形式表示各種溫度和碳勢的狀況。采用雙速電動機,有負荷時慢速運動;空載時快速運動。由可編程序控制器按工藝過程要求控制。工件入油淬火時,升降臺下降速度由快變慢,由雙速電動機帶動。3) 兩臺獨立的淬火油攪拌裝置,其攪拌速度可變,在工件入油后可分期控制淬火強度。以上機械動作的傳動電動機,除爐門、中爐門和攪拌風扇外,均采用雙速電動機,均由可編程序控制器控制,在程序控制下實現(xiàn)自動切換。4) 控制裝卸料、淬火升降臺、爐門和爐頂風扇的電動機一旦停電,均可用手柄搖動。4. 前室爐壁油的自動循環(huán)冷卻系統(tǒng)為了加快滲碳后工件在前室的冷速,除在前室頂部安裝有大功率的離心風扇外,為防止在前室壁結露,還在其頂部和兩側(cè)面安裝了扁平油箱,內(nèi)充普通全損耗系統(tǒng)用油,熱油通過循環(huán)泵進入爐體外側(cè)的水冷卻器。在進入冷卻器的熱油管路上安裝了一個溫度傳感器,控制供水閥的開度,實現(xiàn)了前室爐壁油的自動循環(huán)冷卻,其油溫控制在70℃左右。
三、生產(chǎn)線控制
回火爐設有料盤推拉料裝置、風循環(huán)裝置及溫度控制裝置。溫度控制是一個獨立的系統(tǒng),其余控制均按程序由可編程序控制器控制。
該自動線配備了2臺吸熱式氣氛發(fā)生爐,其主要技術規(guī)格如下:
外形尺寸:1900×1150×2000mm
發(fā)生爐上安裝的CO2分析儀為MAIHAK UN-OR-4N型,用來測量和顯示保護氣的CO2含量。對CO2的控制是依靠818型CO2控制儀進行的,而執(zhí)行器就是空氣旁路上的調(diào)節(jié)電動機。發(fā)生爐的爐溫控制亦用818溫度控制儀完成。這些控制儀都具有PID調(diào)節(jié)功能,使保護氣的CO2含量穩(wěn)定在較小的波動范圍內(nèi),重量2.5t。為了防止開始產(chǎn)氣時保護氣中的水分進入紅外儀,產(chǎn)氣開始先將樣氣導入一個水冷裝置中,它具有類似鏡面露點儀的功能,如果氣體露點較高就在冷卻室周圍出現(xiàn)積水,這時應繼續(xù)調(diào)整氣體混合比,直至露點室無結露現(xiàn)象,再通過手動閥門將樣氣導入紅外儀。這一設計不僅保護了設備,而且對操作也帶來很大方便。該發(fā)生爐還具有完善的安全報警功能,對供水不足、丙烷氣不足、混合氣進口回火、爐罐超溫、CO2超過控制極限及氣體排放點燃故障等故障狀態(tài)均會發(fā)出聲、光報警。清洗機由中央部位的清洗、噴淋室和左右兩側(cè)的清水儲箱、堿水箱組成。清洗室內(nèi)裝有升降臺和活動噴頭的清水儲箱和堿水儲箱,底部均裝有電熱管,每一加熱區(qū)均有膨脹桿式熱動開關控制溫度,由液位監(jiān)測器和電磁閥聯(lián)合控制液位并自動補充新液。每個儲箱的外側(cè)均裝有溢流管和廢料排放管,在清洗機的后側(cè)還裝有兩臺葉輪式離心泵,分別用來完成兩個儲箱與清洗噴淋室之間的液體循環(huán)。清洗機在工作期間將按下述步驟運行:升降臺升起(原始位置)→裝料→升降臺落下→堿液清洗→升降臺升起→瀝干→清水噴淋→瀝干→出料。堿液清洗時間、清水噴淋時間和瀝干時間均可在操作面板上手動設定,通過時間繼電器進行控制。清洗機的工程程序可按需要選擇自動方式或手動方式運行。
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術信息。我們尊重原創(chuàng),版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進行刪除或付稿費,多謝!)

