相關文章:
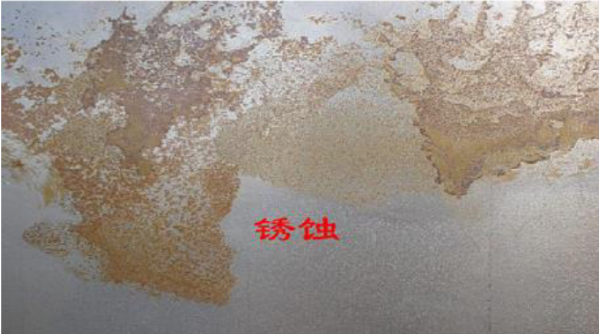
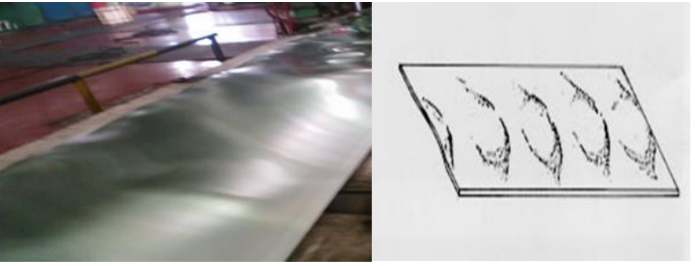
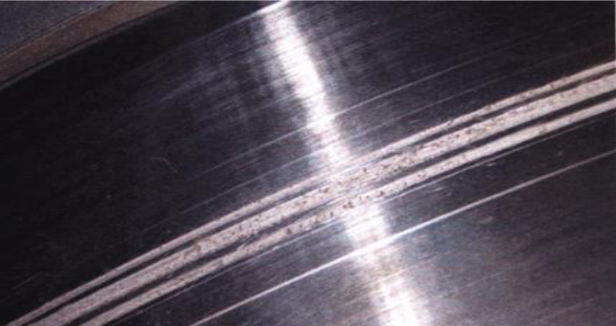
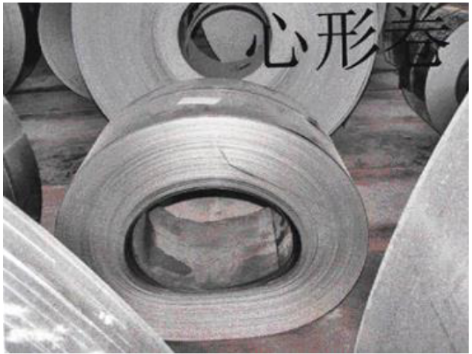
熱軋、冷軋、鍍鋅質量缺陷、特征、原因分析匯總!
微信里点“发现”,扫一下
二维码便可将本文分享至朋友圈。
产能置换是什么意思?
槽钢型号规格都有哪些?
工业管都有哪些?
直线度测量都有哪些?
钢铁的密度都有哪些?
钢材大跌是真的吗?
钢铁密度都有哪些?
屈氏体是什么体?
方钢管重量计算都有哪些?
槽钢理论重量都有哪些?
圆棒的重量计算公式都有哪些?
钢厂排名都有哪些?
镀锌钢管理论重量大全都有哪些?
镀锌钢管每米重量表都有哪些?
槽钢规格型号都有哪些?
镀锌槽钢理论重量表都有哪些?
钢铁行业分析都有哪些?
管子重量计算公式都有哪些?
材料计算器都有哪些?
热镀锌钢管理论重量都有哪些?
换热器种类都有哪些?
钢管理论重量都有哪些?
镀锌钢管理论重量表都有哪些?
镀锌钢管重量都有哪些?
千分尺的使用都有哪些?
钢管重量都有哪些?
热镀锌钢管理论重量表都有哪些?
生产工艺流程图都有哪些?
炼钢工艺都有哪些?
12槽钢理论重量都有哪些?
※【關于本站】※【提問】※網站地圖※【搜索】※【知識星球】※電腦端※