
鋼材熱處理之:高頻感應淬火實現表面同時加熱途徑
高頻淬火加熱方式有兩種:第一種是同時加熱淬火,即將工件需要淬火的表面同時加熱,隨后進行急劇的冷卻;第二種是循序連續加熱淬火,即用感應加熱工件的一小部分表面,同時工件由上向下移動,使表面循序連續加熱和冷卻。
進行多品種、小批量零件的生產時,不同材料可能需要使用不同的淬火介質,故大多采用同時加熱的淬火方式。若淬火表面積較大的零件,受設備功率等因素的限制,則考慮采用連續加熱的方式進行淬火。
1.馬氏體不銹鋼工件內孔高頻表面淬火
(1)加工難點
馬氏體不銹鋼工件內孔高頻表面淬火采用同時加熱的方式,其加工難點在于不銹鋼材質和內孔表面淬火。
高頻感應加熱過程中,溫度超過材料失磁點(鋼鐵材料失磁點溫度一般在700~800℃)時,材料電磁感應能力降低,加熱速度下降數倍,進一步加熱困難。而不銹鋼熱處理溫度高,均在1000℃以上,加熱到材料的淬火溫度難度更大。另一方面,由于其熱處理溫度高,接近材料的熔點,雖然失磁點以上加熱速度降低,但較常規熱處理加熱速度仍很快,又難以控制,存在發生零件表面過熱熔融的風險。
環狀效應是感應加熱的三大效應之一,也是造成內孔加熱困難的原因所在。即使用感應圈對工件進行加熱時,通過感應圈的電流集中在感應圈的內側表面。加熱工件外圓表面時,感應圈內側表面與工件外側表面相對應,有利于工件的加熱,而加熱工件內孔表面時,方向則正好相反,會使感應器的電效率顯著降低,不利于工件的加熱。而且,進行內孔感應淬火時,加熱面在工件內部,操作者從外部不易直接觀測,一定程度上增加了操作困難。
某產品球面軸承(見圖1)要求sf28mm球面淬火,材料為馬氏體不銹鋼20Cr13,淬火硬度要求35~45HRC。該工件除上述加熱難點外,其加熱面為球面,而不是直通內孔,必然造成感應器與工件加熱面的間隙增大,進一步降低了電效率。通常進行內孔高頻淬火,為克服環狀效應對工件加熱的不利影響,采用在感應器上設置導磁體,以改變磁場的分布,迫使電流向接近于工件所需加熱的表面分布,從而改善加熱效果。但該工件內孔較小,去掉感應器與工件之間的間隙距離以及感應器自身尺寸,感應器內徑在13mm以下,無法加裝導磁體。對該工件的感應淬火只能通過優化工藝參數、改進加熱過程以最大限度發揮設備能力的方法。

(2)淬火工藝方案
淬火工藝方案包括加熱時間、淬火溫度、淬火介質。
許多人認為,高頻感應淬火都屬于瞬時加熱,可以在短短幾秒內達到淬火溫度,這種認識反映的是普遍情況,卻是不全面的。有些情況下,加熱速度會慢一些,而在一些特殊情況下,通過降低電壓輸出等手段,減慢零件的加熱速度,可以滿足一些特殊工件或特殊技術要求的需要。對于該工件來說,由于諸多不利因素的存在,快速加熱是不現實的,考慮目測溫度變化的需要和防止過熱甚至表面熔融現象的發生,以保證淬火質量,必須立足于較慢的加熱速度。加熱速度過慢則將失去表面淬火的優勢,還會因熱傳導使淬硬層過大。實踐證明,將該工件的加熱時間控制在2.5~3min之間較為適宜。
工件的淬火溫度應根據鋼種、原始組織及在相變區的加熱速度來確定,鋼種和原始組織一定的條件下,淬火溫度主要由加熱速度決定。加熱速度越快,所需的淬火溫度越高,高頻淬火加熱速度遠高于常規熱處理,因此,高頻淬火溫度普遍高于常規熱處理淬火溫度。球面軸承由于各種原因,加熱存在諸多困難,淬火溫度不宜過高,淬火溫度越高,實現難度越大,這也是選擇較慢加熱速度的原因之一。雖然選擇了較慢的加熱速度,但仍屬快速加熱,再考慮較慢的加熱速度意味著奧氏體化時間較快速加熱長。經過對多種因素的綜合分析,淬火溫度應與常規熱處理相當或略高。
馬氏體不銹鋼淬透性好,工件尺寸不是很大時,空冷即可完全淬透。球面軸承有效厚度不足10mm,且又是表面淬火,理論上應選擇空冷淬火。同時,考慮到淬火溫度選擇較低的特殊情況,為保證工件淬火效果,滿足硬度要求,空冷淬火不可避免地存在一定不確定因素,選擇冷卻速度較快的淬火介質、彌補淬火溫度較低的可能缺陷就成為必然選擇。油冷卻速度明顯好于空冷,在各類淬火介質中屬于較慢的一種,工件加熱到淬火溫度后立即浸油淬火即可達到淬火效果。較慢的冷卻速度又不致產生裂紋等缺陷,穩定而有效地滿足技術要求。
(3)實際效果
按上述方案對球面軸承進行淬火后,球面硬度在45HRC以上,經過480℃回火,硬度仍穩定在40HRC以上,且每一工件及工件各部位硬度分布均勻穩定,說明工件充分達到了淬火要求。該工件的淬火成功,為加熱難度較大的不銹鋼工件及內孔的表面淬火提供了有益的參考。
2.較大尺寸零件深淬硬層高頻表面淬火
(1)加工難點
此工件的高頻淬火也采用同時加熱的方式。其加工難點主要在于受設備功率和電流頻率的限制。
高頻淬火為短時快速加熱,需要在很短的時間內加熱到很高的溫度,需要足夠的加熱功率作為基礎。工件需要加熱的表面越大,所需的功率也就越大,被加熱表面大到一定程度時,就會因設備功率限制難以順利實現同時加熱。
工件進行感應加熱時,電流透入深度由電流頻率決定,這一原理使電流頻率成為了決定淬硬層深度的主要因素。高頻淬火設備的電流頻率一般是固定的,如高頻設備電流頻率為200~300kHz,對應熱透入深度為0.9~1.1mm,這就限制了淬硬層深度的進一步加深。
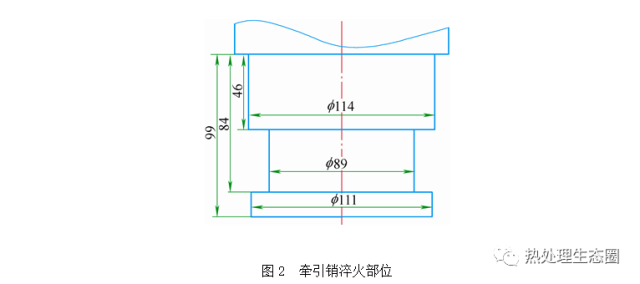
某產品牽引銷(淬火部位見圖2)為產品中的關鍵零部件,材料為40Cr合金結構鋼,要求f 89mm外圓表面高頻淬火,淬火硬度要求50~60HRC,淬硬層深度2.5~4.5mm。該工件需淬火表面尺寸較大,除需要較大的功率進行加熱外,對于加熱影響更大的問題是淬火部位為工件凹槽部,感應器的制作也是一大困難。如按常規方法制作感應器,即感應器內徑稍大于需淬火表面直徑,則感應器必須現場制作,十分麻煩,而且工件淬火必須損壞感應器才能進行,每一工件的高頻表面淬火必須制作相應的一件感應器,也存在著每一感應器的制作誤差;如感應器內徑大于相鄰截面直徑,即大于111mm,則感應器與淬火部位的間距加大了11mm,感應加熱效率將顯著降低。淬硬層方面,2.5~4.5mm的深度范圍是正常熱透入深度的2.5~4.5倍,為提高淬硬層深度,一般可適當利用熱傳導的原理,即利用熱量由表面向心部傳導的特性,加大加熱層的厚度。但單純依靠熱傳導的方法需要自表面向內存在較大的溫度差,往往要求的淬硬層深度達到淬火溫度時,表面溫度已過高,產生表面組織過熱、過燒等缺陷。
(2)淬火工藝方案
為完成此項工件的淬火,專門制作了感應器,加強了工藝過程控制并采用了斷續加熱方式。
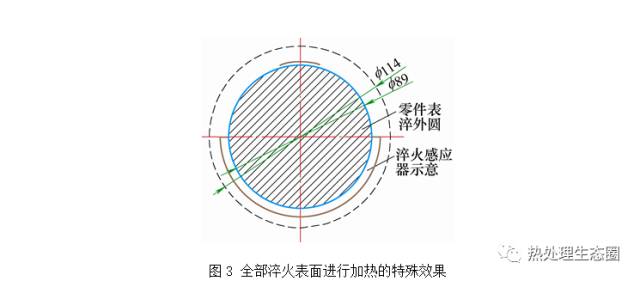
結合牽引銷的諸多特點,改變傳統感應器制作方式,將感應器制作為半圓形,克服傳統感應器對于該工件高頻淬火的上述難點,既可以實現感應器與加熱表面之間盡可能小距離的配合,又可以方便地使工件與感應器脫離進行淬火。在具體的操作實施中,使工件相對于感應器進行同心旋轉,達到瞬間對半圓進行加熱,整體上又對全部淬火表面進行加熱的特殊效果(見圖3)。
前面已講述,鋼鐵材料在加熱到一定溫度后,將失去磁性,加熱速度隨之下降數倍。實際加熱過程中,當表面出現超過失磁點的薄層時,和薄層相鄰的內部交界處渦流強度就會突然上升,成為加熱速度最快的部位,出現高溫表層加熱速度降低,交界處升溫加速,并向內部推移的現象。這一現象為提高淬硬層深度是有利的,但表層高溫區加熱速度較交界處以內的部位快很多,表層過熱、過燒傾向仍很嚴重。此時,就需要找出電壓、加熱速度等參數的最佳配置,嚴格加熱過程的控制,在保證質量的前提下盡量增大淬硬層深度。
牽引銷要求淬硬層深度較大,單純的參數控制在完全滿足技術要求方面仍有欠缺,還需要采取一些其他技巧。斷續加熱,即在未達到淬火溫度時,暫時停止加熱,使工件表面熱量較多地向內傳導,然后再重新開始加熱。這樣相當于增加了熱傳導時間,降低表面向內部的溫度梯度,反復進行數次,表面溫度不致過高而產生過熱、過燒。實現從表面向內2.5~4.5mm內較均勻的達到淬火溫度的目的。
(3)實際效果
采取改進感應器設計、優化工藝參數、斷續加熱等措施后,牽引銷表面高頻淬火后硬度可以穩定達到55HRC左右,淬硬層深度3mm以上,使用高頻淬火的方式達到了本適合于中頻淬火的淬硬層深度要求。而且由于感應器的改進,工件可以逐一連續不斷地進行淬火操作,有效提高了工作效率。
3.需要注意的事項
為保證加工質量,需注意下列事項:
(1)設備維護工作極為重要。高頻感應器與工件間距應盡可能小,以減少其電能損耗,最大限度地保證同時加熱的功率需要。
(2)使用紫銅管彎制成螺旋狀是感應器的最常用形式。設計制作此類感應器時,應盡可能使用直徑較大的紫銅管并減少匝數,以降低感抗,保證加熱效率。
4.結語
高頻感應淬火是一個復雜的過程,在熱處理中也屬于特殊熱處理范疇,而實現同時加熱則難度更大。在具體操作中,必須綜合考慮設備功率、工作頻率、感應器、熱處理參數、材料組織轉變、淬火介質、冷卻方式等因素,達成這些因素的最佳配合,最大限度地發揮設備潛力,盡可能滿足多品種、小批量工件同時加熱淬火的需要。
文/程軍、孔令飛、程良、常森、甄延波,山西長治清華機械廠九分廠

| |
