
寶山鋼鐵股份有限公司企業標準
管道、容器、設備結構用無縫鋼管
(Q/BQB 203-2009代替Q/BQB 203-2003)
1 范圍
本標準規定了管道、容器、設備結構用無縫鋼管的尺寸、外形、重量、技術要求、檢驗與試驗、包裝、標志和檢驗文件。本標準適用于寶山鋼鐵股份有限公司生產的用于制造管道、容器、設備及其它結構中有較高要求的碳素鋼及低合金鋼熱軋無縫鋼管。
2 規范性引用文件
下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標準。
GB/T 222-2006 鋼的成品化學成分允許偏差
GB/T 223 鋼鐵及合金化學分析方法
GB/T 228-2002 金屬材料 室溫拉伸試驗方法
GB/T 229-1994 金屬夏比缺口沖擊試驗方法
GB/T 242-2007 金屬管擴口試驗方法
GB/T 246-2007 金屬管壓扁試驗方法
GB/T 2102-2006 鋼管的驗收、包裝、標志和質量證明書
GB/T 2975-1998 鋼及鋼產品 力學性能試驗取樣位置及試樣制備
GB/T 4336-2002 碳素鋼和中低合金鋼 火花源原子發射光譜分析方法(常規法)
GB/T 7735-2004 鋼管渦流探傷檢驗方法
GB/T 8163-2008 輸送流體用無縫鋼管
GB/T 8170-2008 數值修約規則與極限數值的表示和判定
GB/T 18253-2000 鋼及鋼產品 檢驗文件的類型
GB/T 20066-2006 鋼和鐵 化學成分測定用試樣的取樣和制樣方法
GB/T 20123-2006 鋼鐵 總碳硫含量的測定 高頻感應爐燃燒后紅外吸收法(常規方法)
GB/T 20125-2006 低合金鋼 多元素含量的測定 電感耦合等離子體原子發射光譜法
GB/T 20126-2006 非合金鋼 低碳含量的測定 第2 部分:感應爐(經預加熱)內燃燒后紅外吸收法
3 尺寸、外形、重量
3.1 外徑和壁厚
3.1.1 外徑和壁厚如表1、表2 所示。根據需方要求,經供需雙方商定,可供應表1、表2 規定以外的鋼管。
3.1.2 外徑的允許偏差應符合表3 規定。
3.1.3 壁厚的允許偏差應符合表4 規定。
3.2 長度
3.2.1 鋼管的通常長度為6m~12m。經供需雙方協議,可供應5m~12m 長度范圍內的定尺鋼管,其長度允許偏差應符合表5 的規定。
3.2.2 根據需方要求,經供需雙方協議,也可供應其他長度的鋼管。
3.3 外形
3.3.1 鋼管的彎曲度不得大于如下規定:
壁厚≤15mm 1.0mm/m
壁厚>15mm 1.5mm/m
3.3.2 鋼管的兩端端面應與鋼管軸線垂直,切口毛刺應清除。
 |
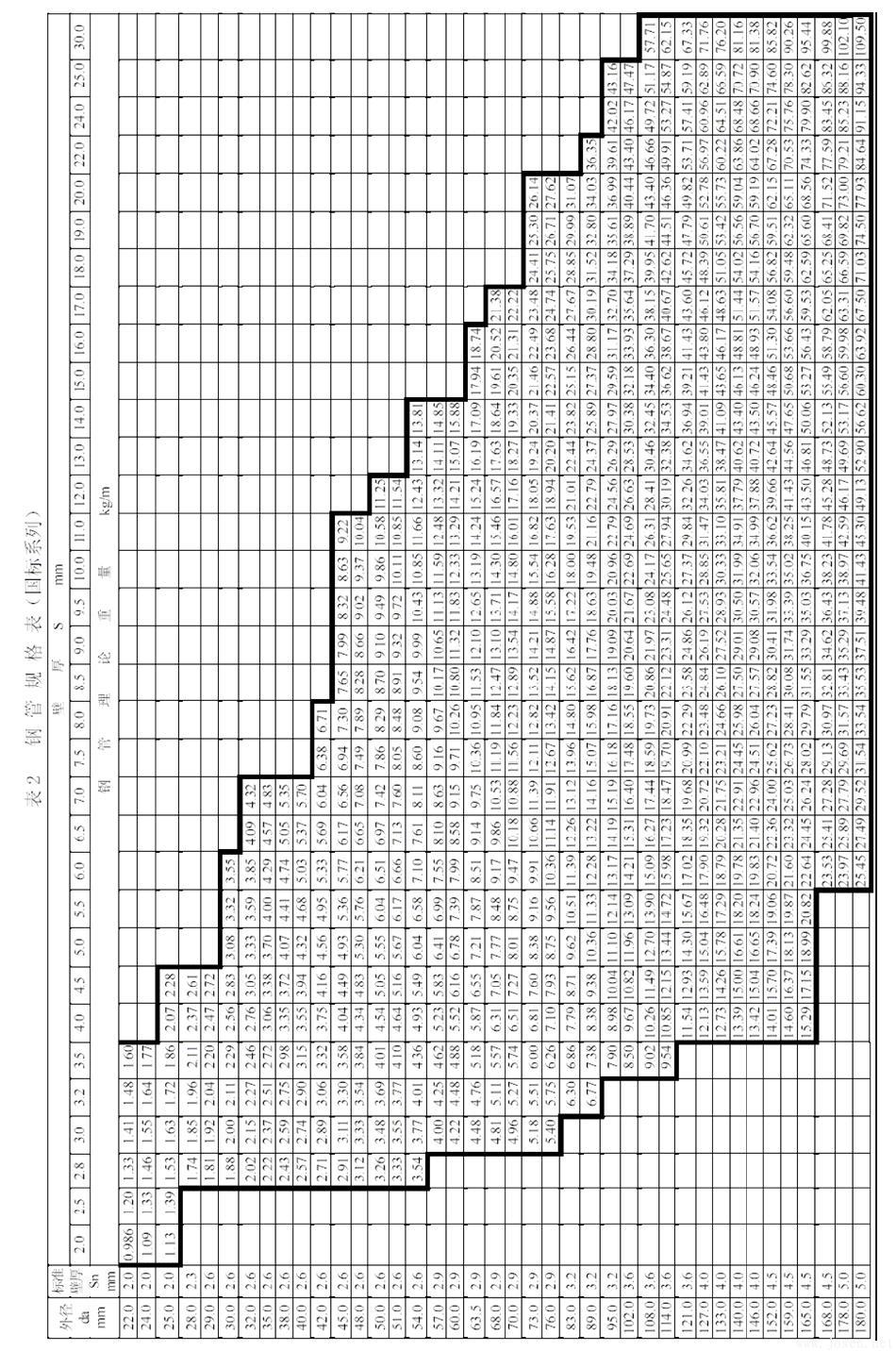 |
表3
外徑 da mm | 外徑允許偏差 |
≤50 | ±0.5mm |
>50 | ±1%da |
表4
壁厚允許偏差 | |||||
外徑da≤130mm | 外徑da>130mm | ||||
壁厚S | 壁厚S | ||||
S≤2·Sn | 2·Sn<S≤4·Sn | S>4·Sn | S≤0.05da | 0.05da<S≤0.11da | S>0.11da |
+15% -10% | +12.5% -10% | ±9% | +15% -10% | ±12.5% | ±10% |
| 注:Sn 為標準壁厚(見表1 和表2) | |||||
表5
定尺長度 | 長度允許偏差 |
≤6m | +10mm 0 |
>6m | +15mm 0 |
3.4 重量
3.4.1 鋼管按實際重量交貨,亦可按理論重量交貨。鋼管每米理論重量列于表1、表2(鋼的密度按7.85kg/dm3)。
3.4.2 鋼管的實際重量與理論重量的偏差不得大于下列規定:單根鋼管 +10%-8%不少于10 噸時的車載量 +10%-5%
4 技術要求
4.1 牌號和化學成分
4.1.1 鋼的牌號和化學成分(熔煉分析)應符合表6 規定。經供需雙方協商,可供應其它牌號的鋼管。
4.1.2 鋼管的成品化學成分允許偏差按GB/T 222 的有關規定。
4.2 冶煉方法鋼應為電爐或氧氣轉爐冶煉的鎮靜鋼,若需方無特別指定,則冶煉方法由供方確定。E275K2、E355K2、C22E、C35E、C45E 等牌號的鋼應為細晶粒鋼并含有固氮元素。
4.3 交貨狀態
4.3.1 鋼管交貨狀態應符合表7 和表8。
4.3.2 如果熱張力軋制(如張力減徑)后鋼管的終軋溫度高于鋼材的相變臨界溫度Ar3 且管子是經過空冷時,則管子視為經過了正火處理。
4.3.3 如果要求鋼管表面涂防腐涂料,應在訂貨時商定。
4.4 力學性能
4.4.1 交貨狀態鋼管的室溫縱向拉伸性能應符合表7 或表8 的規定。
4.4.2 對于E275K2 和E355K2 牌號的鋼管,應進行縱向沖擊試驗。交貨狀態鋼管的全尺寸試樣夏比V 型缺口沖擊功應滿足表8 的規定。不能制備全尺寸試樣時,可采用寬度為7.5mm 或5.0 mm 的小尺寸試樣。沖擊試樣應優先選擇盡可能的較大尺寸。當不足以選取5.0mm 寬度試樣時,不進行沖擊試驗。7.5 mm 和5.0mm 小尺寸試樣的最小夏比V 型缺口沖擊功要求應分別為表8 中的全尺寸試樣沖擊功要求值乘以遞減系數0.75 和0.50。
4.5 密實性
鋼管應采用GB/T 7735 中的驗收等級B 逐根進行渦流探傷檢驗,以檢驗鋼管的密實性。需方如對鋼管的密實性進行復驗時,也可按GB/T 8163 的規定進行水壓試驗,但最高試驗壓力不超過20MPa。
4.6 工藝試驗
4.6.1 用St37.0、St44.0、St52.0、E235、E275、E315、E355、C22E、C35E 鋼制造的鋼管,應進行壓扁試驗。根據需方要求,供需雙方商定并在合同中注明,用St55 鋼制造的鋼管也可進行壓扁試驗。
壓扁試驗后,試樣上不允許存在裂縫或裂口,鋼管壓扁后平板間距離按下式計算:
|
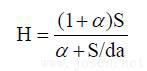
式中:S-鋼管的公稱壁厚,mm;
da-鋼管的公稱外徑,mm;
α-單位長度變形系數,對于St37.0 和E235,α=0.09;對于St44.0、St52.0、E275、E315、E355 和C22E,α=0.07;對于St55 和C35E,α=0.06如果S/da 大于0.15,該牌號鋼的α 值應減小0.01。
4.6.2 根據需方要求,并在合同中注明,用St37.0、St44.0、St52.0 鋼制造,壁厚不大于8mm 的鋼管,可進行擴口試驗。擴口試驗在冷狀態下進行,頂口錐度為30°、45°、60°中的一種,擴口后試樣不得出現裂縫或裂口,擴口試樣外徑擴口率應符合表9 規定。
4.7 表面質量
鋼管的內外表面不得有裂縫、折疊、軋折、離層和結疤,這些缺陷應完全清除掉,但清理處的實際壁厚不得小于壁厚所允許的最小值。允許存在由于制造方式所造成的輕微凸起、凹陷或淺的輥痕,但鋼管的外徑和壁厚必須在允許的尺寸偏差之內,且不影響鋼管的使用性能。
5 檢驗與試驗
5.1 鋼管的尺寸應用合適的量具逐根進行測量。
5.2 鋼管的內、外表面需在照明下用肉眼逐根進行檢查。
5.3 鋼管的檢驗項目、試驗方法、取樣方法和取樣數量應符合表10 的規定。
5.4 組批規則
5.4.1 鋼管按批進行檢驗和驗收。每批鋼管應由同一規格、同一牌號、同一爐號的鋼管組成。當需方事先未提出特殊要求時,碳素鋼管可以不同爐號的同一規格、同一牌號的鋼管組 成一批。
5.4.2 鋼管每批為200 根,剩余鋼管的根數不小于100 根時,單獨為一批;小于100 根時,應并入相鄰的一批中。
5.5 復驗與判定原則
5.5.1 對于拉伸試驗、壓扁試驗及擴口試驗,初驗如有一項試驗結果(包括該項試驗所要求的任一指標)不合格,則應將該根鋼管剔除,并從同一批鋼管中重新取2 根鋼管復驗不合格的項目,復驗結果即使有一個指標不合格,則整批鋼管不予驗收。
5.5.2 對于沖擊試驗,一組3 個試樣的平均值應不小于規定值,允許其中有1 個試樣的值低于規定值,但不應低于規定值的70%。若一組3 個試樣的結果沒有滿足上述規定,但低于規定值的試樣不超過2 個,且低于規定值70%的試樣不超過1 個,可從同一抽樣鋼管上再取1 組3 個試樣,在第二組試樣試驗后,如果同時滿足下列條件,該抽樣鋼管判為合格:
a) 6 個試樣的平均值不小于規定值;
b) 低于規定值的試樣不超過2 個;
c) 低于規定值70%的試樣不超過1 個。
如果沒有滿足上述條件,該抽樣鋼管應判為不合格,則整批鋼管不予驗收。
5.5.3 供方可對復驗不合格的鋼管進行正火處理,作為新的一批提交驗收,正火次數應不超過兩次。
6 包裝、標志和檢驗文件
6.1 鋼管的包裝和標志應符合GB/T 2102 的規定。
6.2 檢驗文件
6.2.1 通常情況下,檢驗文件的類型應符合GB/T 18253 中檢驗文件類型“5.1 B”的規定。即由制造廠授權的、獨立于生產部門的檢驗代表,根據規定的檢驗和試驗要求進行檢驗和試驗,并出具檢驗文件。經供需雙方協商,并在合同中注明,也可提供其他類型的檢驗文件。
6.2.2 每批交貨鋼管必須開具檢驗文件。檢驗文件的內容,可按需要注明:商標、供方名稱、訂貨單位名稱、產品名稱、產品訂貨標準、產品規格、合同號、牌號、爐號、交貨狀態、捆數、重量、標準中規定的各項試驗結果、檢驗文件簽發日期、交貨日期、質量管理部門負責人簽字等。
7 數值修約規則
數值修約規則應符合GB/T 8170 的規定。
8 牌號近似對照
本標準牌號與國內外標準牌號的近似對照見附錄B。
表6
牌 號 | 化學成分(熔煉分析) % (質量分數) | |||||||||||||
C | Si | Mn | P | S | Cr | Mo | Ni | Alt d | Cu | N | Nb | Ti | V | |
St37.0 | ≤ 0.17 | 0.17 ~ 0.37 | 0.35 ~ 0.65 | ≤ 0.025 | ≤ 0.020 | ≤ 0.25 | — | ≤ 0.25 | — | ≤ 0.20 | — | — | — | — |
St44.0 | ≤ 0.21 | 0.17 ~ 0.37 | 0.50 ~ 0.80 | ≤ 0.025 | ≤ 0.020 | ≤ 0.25 | — | ≤ 0.25 | — | ≤ 0.20 | — | — | — | — |
St52.0 | ≤ 0.22 | ≤ 0.55 | ≤ 1.60 | ≤ 0.025 | ≤ 0.020 | ≤ 0.25 | — | ≤ 0.25 | — | ≤ 0.20 | — | — | — | — |
St55 | 0.33 ~ 0.41 | 0.17 ~ 0.37 | 0.50 ~ 0.80 | ≤ 0.025 | ≤ 0.020 | ≤ 0.25 | — | ≤ 0.25 | — | ≤ 0.20 | — | — | — | — |
CK45 | 0.42 ~ 0.50 | 0.17 ~ 0.37 | 0.50 ~ 0.80 | ≤ 0.025 | ≤ 0.0 | ≤ 0.25 | — | ≤ 0.25 | — | ≤ 0.20 | — | — | — | — |
E235 a | ≤ 0.17 | ≤ 0.35 | ≤ 1.20 | ≤ 0.025 | ≤ 0.020 | — | — | — | — | — | — | — | — | — |
E275 a | ≤ 0.21 | ≤ 0.35 | ≤ 1.40 | ≤ 0.025 | ≤ 0.025 | — | — | — | — | — | — | — | — | — |
E275K2a | ≤ 0.20 | ≤ 0.40 | 0.50 ~ 1.40 | ≤ 0.025 | ≤ 0.020 | ≤ 0.30 | ≤ 0.10 | ≤ 0.30 | ≥ 0.020 | ≤ 0.35 | ≤ 0.015 | ≤ 0.05 | ≤ 0.03 | ≤ 0.05 |
E315 a | ≤ 0.21 | ≤ 0.30 | ≤ 1.50 | ≤ 0.025 | ≤ 0.020 | — | — | — | — | — | — | — | — | — |
E355 a,b | ≤ 0.22 | ≤ 0.55 | ≤ 1.60 | ≤ 0.025 | ≤ 0.020 | — | — | — | — | — | — | — | — | — |
E355K2a | ≤ 0.20 | ≤ 0.50 | 0.90 ~ 1.65 | ≤ 0.025 | ≤ 0.020 | ≤ 0.30 | ≤ 0.10 | ≤ 0.50 | ≥ 0.020 | ≤ 0.35 | ≤ 0.015 | ≤ 0.05 | ≤ 0.05 | ≤ 0.12 |
C22E a,c | 0.17 ~ 0.24 | ≤ 0.40 | 0.40 ~ 0.70 | ≤ 0.025 | ≤ 0.020 | ≤ 0.40 | ≤ 0.10 | ≤ 0.40 | — | — | — | — | — | — |
C35E a,c | 0.32 ~ 0.39 | ≤ 0.40 | 0.50 ~ 0.80 | ≤ 0.025 | ≤ 0.020 | ≤ 0.40 | ≤ 0.10 | ≤ 0.40 | — | — | — | — | — | — |
C45E a,c | 0.42 ~ 0.50 | ≤ 0.40 | 0.50 ~ 0.80 | ≤ 0.025 | ≤ 0.020 | ≤ 0.40 | ≤ 0.10 | ≤ 0.40 | — | — | — | — | — | — |
| a 經供需雙方協商同意,可添加表中規定以外的元素。供方可自行添加用于提高鑄造性的其他元素。 b 供方可添加Nb、V、Ti,但應報告這些元素的含量。 c 應滿足Cr+Mo+Ni≤0.63%。 d 如果有充分的其他固氮元素,則此Alt 要求不適用。 | ||||||||||||||
表7
牌 號 | 交貨狀態 | 拉伸性能a, b | |||
抗拉強度 Rm, MPa | 下屈服強度ReL, MPa | 斷后伸長率 A, % | |||
壁厚 mm | |||||
≤16 | >16 | ||||
St37.0 | 熱軋或正火c | 350~480 | ≥235 | ≥225 | ≥25 |
St44.0 | 熱軋或正火c | 420~550 | ≥275 | ≥265 | ≥21 |
St52.0 | 熱軋或正火c | 500~650 | ≥355 | ≥345 | ≥21 |
St55 | 熱軋或正火c | 540~645 | ≥295 | ≥285 | ≥17 |
CK45 | 熱軋或正火c | 590~730 | ≥335 | ≥325 | ≥14 |
| a 當屈服現象不明顯時,以規定非比例延伸強度Rp0.2 代替下屈服強度。 b 試樣為GB/T 228 中的縱向弧形試樣。 c 由供方選擇,采用熱軋或正火狀態交貨。 | |||||
表8
牌 號 | 交貨狀態 | 拉伸性能a, b | -20℃平均吸收功 AKV,J 不小于 | |||||
抗拉強度 Rm, Mpa 不小于 | 上屈服強度 ReH, Mpa 不小于 | 斷后伸長率 A,% 不小于 | ||||||
壁厚 mm | 壁厚 mm | 壁厚 mm | ||||||
≤16 | >16 | ≤16 | >16 | ≤16 | >16 | |||
E235 | 熱軋或正火c | 360 | 235 | 225 | 25 | — | ||
E275 | 熱軋或正火c | 410 | 275 | 265 | 22 | — | ||
E275K2 | 正火 | 410 | 275 | 265 | 22 | 40 | ||
E315 | 熱軋或正火c | 450 | 315 | 305 | 21 | — | ||
E355 | 熱軋或正火c | 490 | 355 | 345 | 20 | — | ||
E355K2 | 正火 | 490 | 355 | 345 | 20 | 40 | ||
C22E | 正火 | 430 | 410 | 240 | 210 | 24 | 25 | — |
C35E | 正火 | 550 | 520 | 300 | 270 | 18 | 19 | — |
C45E | 正火 | 620 | 580 | 340 | 305 | 14 | 16 | — |
| a 當屈服現象不明顯時,以規定非比例延伸強度Rp0.2 代替上屈服強度。 b 試樣為GB/T 228 中的縱向弧形試樣。 c 由供方選擇,采用熱軋或正火狀態交貨。 | ||||||||
表9
牌號 | 擴口率 % | ||
內徑/外徑 | |||
≤0.6 | >0.6~0.8 | >0.8 | |
St37.0、St44.0 | 10 | 12 | 17 |
St52.0 | 8 | 10 | 15 |
表10
序號 | 檢驗項目 | 渦流探傷 | 取樣方法 | 取樣數量 |
1 | 化學成分 (熔煉分析) | GB/T 223、GB/T 4336、GB/T 20123、 GB/T 20125、GB/T 20126 | GB/T 20066 | 每爐一個試樣 |
2 | 拉伸試驗 | GB/T 228 | GB/T 2975 | 每批一個試樣 |
3 | 沖擊試驗 | GB/T 229 | GB/T 2975 | 每批在一根鋼管上 取一組三個試樣 |
4 | 壓扁試驗 | GB/T 246 | GB/T 246 | 每批一個試樣 |
5 | 擴口試驗 | GB/T 242 | GB/T 242 | 每批一個試樣 |
6 | 渦流探傷 | GB/T 7735 | — | 逐根 |
附錄A
(資料性附錄)
預計溫度下的強度特性值
表 A.1 St37.0、St44.0、St52.0 牌號的鋼管預計溫度下的強度特性值Rp0.2
牌 號 | 預計溫度下的強度特性值MPa | |||||||
50℃ | 200℃ | 250℃ | 300℃ | |||||
壁厚 mm | ||||||||
≤16 | >16~25 | ≤16 | >16~25 | ≤16 | >16~25 | >16~25 | >16~25 | |
St37.0 | 255 | 235 | 185 | 175 | 165 | 155 | 140 | 135 |
St44.0 | 275 | 265 | 215 | 205 | 195 | 185 | 165 | 160 |
St52.0 | 355 | 345 | 245 | 235 | 225 | 215 | 195 | 190 |
| 注: 1 表列值為規定非比例延伸強度RP0.2 的估計值,未被證實。此值在計算時應考慮代入較高的安全系數(例: DIN 2413-1972 版中適用范圍為20%)。 2 對于大于50℃至小于200℃中間范圍,應在20℃(見表7)和200℃之間線性內插,不隨意湊成整 數。 | ||||||||
表A.2 St55 牌號的鋼管預計溫度下的強度特性值下屈服強度
牌 號 | 下屈服強度,MPa |
20℃ | |
St55 | 355 |
| 注: 1 對于按DIN 2413 計算壁厚的鋼管,20℃時的強度特性值,可用于120℃以下的溫度。 2 外徑≤30mm、壁厚≤3mm 的鋼管,允許降低10MPa。 | |
附錄B
(資料性附錄)
本標準牌號與國內外標準牌號的近似對照表
表 B.1
Q/BQB 203-2009 | Q/BQB 203-2003 | DIN1629:1984 | EN 10297-1:2003 |
St37.0 | St37.0 | St37.0 | E235 |
St44.0 | St44.0 | St44.0 | E275 |
St52.0 | St52.0 | St52.0 | E355 |
St55 | St55 | St55 | C35E |
CK45 | CK45 | - | C45E |
E235 | - | - | E235 |
E275 | - | - | E275 |
E275K2 | - | - | E275K2 |
E315 | - | - | E315 |
E355 | - | - | E355 |
E355K2 | - | - | E355K2 |
C22E | - | - | C22E |
C35E | - | - | C35E |
C45E | - | - | C45E |
附加說明:
本標準參考DIN1629-1984、DIN2448-1981、EN 10297-1:2003 編制。
本標準代替Q/BQB 203-2003。
本標準與Q/BQB 203-2003 相比,主要變化如下:
. 規范性引用文件注明了適用版本,增加了GB/T 223、GB/T 229、GB/T 2975、GB/T
8170、GB/T 18253、GB/T 20066、GB/T 20123、GB/T 20125、GB/T 20126;
. 表1 和表2 的壁厚范圍上限由25.0mm 擴大到30.0mm;
. 表2 增加外徑165.0mm 和178.0mm 規格;
. 刪除標記示例;
. 增加E235、E275、E275K2、E315、E355、E355K2、C22E、C35E、C45E 的
化學成分和力學性能要求;
. St37.0、St44.0、St52.0、St55、CK45 增加了正火的交貨狀態;
. 4.3.2 節修改了正火軋制的規定;
. 明確渦流探傷進行密實性檢驗時,采用GB/T 7735 中的驗收等級B;
. 增加了沖擊試驗的復驗規則;
. 表9 增加“取樣方法”一欄;
. 引用GB/T 18253-2000,質量證明書修改為檢驗文件,并增加相應規定;
. 增加數值修約規則;
. 增加本標準牌號與國內外標準牌號的近似對照(附錄B)。
本標準的附錄A 為資料性附錄。
本標準由寶山鋼鐵股份有限公司技術質量管理部提出。
本標準由寶山鋼鐵股份有限公司技術質量管理部起草。
本標準起草人:許晴。
本標準于1985 年首次發布,1989 年第一次修訂,1994 年第二次修訂,1999 年第三次修訂,
2003 年第四次修訂,本次為第五次修訂。

| |
