答:接地:感應加熱的接地不僅僅為了預防危險,更重要的是防止高頻感應干擾。
電波。接地的電阻越低越好,接地電阻<4Ω。接地方法是使用銅板3mm×365mm×1200mm兩根相對立起間隔1~2m,埋設位置在設備柜子框架下方1.5~2.5m左右,在銅板接地附近混入木炭等導體,效果更好。
地基:設備的地基一般高于地面50~100mm,設備的供水、供電要有專用的地溝。地溝要設有排水口,防止地溝中積水。
配電:公共電網是三相四線制和三相五線制的要分清楚。
答:冷卻水要求≤35℃以下使用,PH值在5.6~8.5范圍,硬度≤60mg/L,電阻率>4Ω/cm2,潔凈的水源即可以達到這個指標。
用戶要為設備制作分水包、回水箱,保證設備的供回水正常工作;
分水包的進出管路都要安裝閥門、壓力表,可根據需要調整供水量。
回水箱的回水管道的口徑要合理,一般選擇進水口總和的2.5~4倍管徑,保證回水通暢。一般不要制作成封閉的回水箱,防止回水不暢。
不能將淬火冷卻水和淬火冷卻水公用一個管道或水池,防止淬火介質中的雜質混入冷卻管道,損害設備的元器件。
新型水溶性淬火介質的冷卻水塔需要使用封閉型,防止淬火介質的濃度過快的變化。
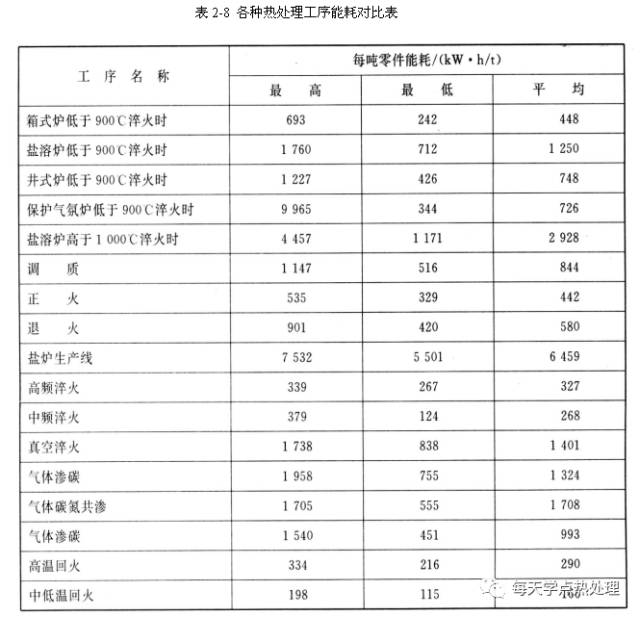
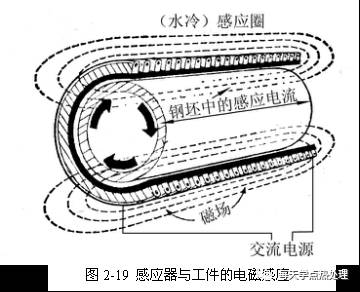
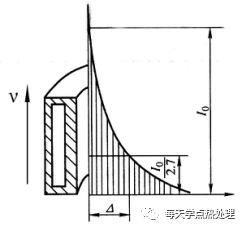
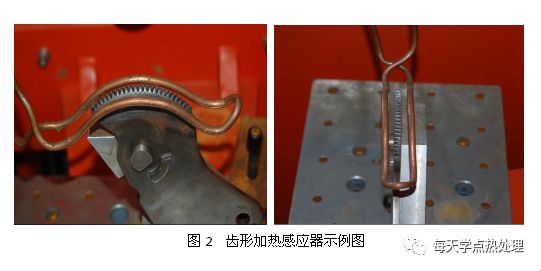
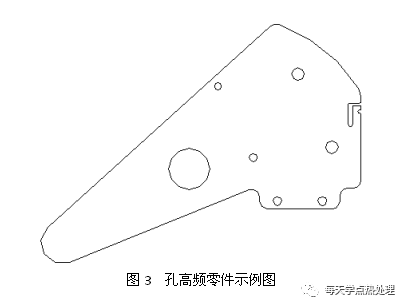
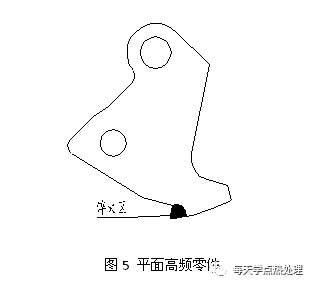
答:管道的安裝是水泵選擇離心泵,選擇規范見表2-7: 表2-7 選擇淬火液的水泵規格對照表 設備功率(KW) 10 30 60 100 150 200 250 400 500 水池容量 (m3) 5 10 15 25 30 40 50 60 70 水泵口徑/揚程(φmm/m) 25/15 25/20 40/20 40/25 50/25 25/30 65/30 100/50 100/60 答:表面淬火是強化金屬材料表面的手段之一,凡能通過淬火進行強化的金屬材料,原則上都可以進行表面淬火。經表面淬火的工件不僅提高了表面硬度、耐磨性,而且與經過適當預先熱處理的心部組織相配合,可以獲提良好的強韌性、高的疲勞強度。 1)感應熱處理是熱處理工藝發展方向 ①表面淬火工藝時間短,可以實現數字化精確控制,工藝流程簡單、可以完成淬火、回火工序,設備的機械化自動化程度高,現代化的感應淬火設備已經安排在冷、熱加工生產線或自動生產線中。因而有高的生產率等優點。 ②熱處理淬火強化效果顯著、熱處理變形小、減少后續加工余量,達到節能降耗的效果。 2)感應熱處理是最節能的熱處理方法 由于熱處理感應設備的進步,感應熱處理的節能效果明顯,是最經濟、最節能的熱處理方法。我國某地區單項熱處理工序能耗綜合測定結果,見表2-8。 高中頻感應淬火的平均耗能數值只相當于高溫回火的耗能數值,其余13項各種熱處理工藝的耗能數值是高中頻感應淬火耗能數值的2~20倍。在熱處理生產中能耗占可變成本的80%,因此感應熱處理節能的經濟效果是十分可觀的。 3)感應加熱表面淬火的零件,淬火層能形成相當大的殘余壓應力,其最大值可達539~784MPa,實踐證明零件的疲勞強度與其表面壓應力值有明顯的對應關系,即壓應力大,疲勞強度和疲勞壽命提高。現以解放牌汽車半軸為例,經調質處理的半軸表面殘余壓應力是245~343MPa,中頻感應淬火的半軸表面殘余壓應力是343~539MPa,在扭矩7811k·m作用下,前者的疲勞扭轉壽命為(18.96~42.3)×104次,后者為(112~300)×104次,提高了6~7倍。前者的疲勞強度為162.68MPa,后者為311.64MPa,疲勞強度提高了92%。 故在生產上應用極為廣泛。 4)感應熱處理是清潔型熱處理:由于淬火介質的發展,感應淬火加熱可以不采用油類冷卻介質,而使用水溶性介質淬火,以及清水淬火、甚至風冷淬火,可以達到無油煙的環境。 5)感應熱處理可以實現局部熱處理,替代鹽浴爐局部淬火,減少污染,提高環境質量。 答:①感應加熱的原理是:電磁感應、集膚效應、熱傳導三個基本原則。 感應加熱用一個模擬的單匝短路次級線圈來說明。圖2-19以圓柱體加熱的方式為例,工件和感應器的組合可以看作是一臺具有多匝初級線圈(感應器線圈)和單匝短路次級線圈(圓柱體工件)的變壓器,初級線圈和次級線圈彼此間由較小的空氣間隙隔開。通電時在工件內將產生頻率相同、方向與感應器中相反的感應電流,即渦流。當電流頻率較高時,由于表面效應的作用使渦流集中在工件表面,產生“集膚效應”。 圖2-20 感應電流沿工件截面分布 I0—工件表面的電流密度 ⊿—電流的透入深度 感應電流密度從加熱工件的表面至中心是逐漸降低的,而電流的頻率越高降低的比率也越大。電流密度的這種降低率也取決于被加熱材料的電阻率和相對導磁率兩個物理量。圖2-20=表示感應電流的分布隨透入深度而變化以及控制電流分布的因素。電流密度大約降到表面電流密度值的三分之一處的深度即為“集膚深度”。 工程上規定,從表面到電流為 Io/e(e=2.718)處的深度為電流透人深度△。 △= 5.30×104×,mm (2-11) 式中 f ——頻率,Hz; μ——工件材料的磁導率,H / m; ρ——工件材料的電阻率,Ω?cm。 經計算證明:86.5%的熱量產生于深度為△的薄層內。 ②感應加熱的四個效應和導磁體的“驅流”作用 1)表面效應。當交變電流流過導體時,電流密度沿著導體截面的分布是不均勻的, 2)鄰近效應。高頻電流通過兩個相鄰導體時,若電流方向相反,電流從兩導體的內側流過;若電流方向相同,電流則從兩導體的外側流過。這種現象稱為鄰近效應,如圖2-21a)所示。 3)環流效應。高頻電流流過環形導體時,最大電流密度分布在環形導體的內側,這種現象稱為環流效應,如圖2-21b)所示。 4)尖角效應。當感應器與工件之間的間隙相同時,工件的尖角處易集中磁感應線,而使感應電流密度過大,以致在工件的尖角處產生過燒,這種現象稱為尖角效應。 5)導磁體的“驅流”作用。感應加熱表面淬火時,環流效應使高頻電流密集在感應器內側,對工件外表面的加熱有利。但對工件內孔加熱時,感應器的效率低,為此,往往在感應器上放置導磁體,將電流“驅”向感應器的外側,因此,導磁體的實質是改變磁感應線方向。 一般高頻常用的導磁體為鐵氧體,又稱為鐵淦氧磁體。中頻常用的導磁體為矽鋼片或軟鐵狀的導磁體。 圖2-21 高頻電流在導體內的鄰近效應 a)相鄰導體電流走向相反,高頻電流沿內側分布; b)相鄰導體由于間隙不同對鄰近效應影響; c)相鄰導體電流走向相同,高頻電流沿外側分布; d)由于導體與工件不同心使加熱層不均勻 眾所周知,感應加熱淬火就是利用電磁感應在工件內產生渦流而將工件進行快速加熱,而后急冷的淬火方法。感應加熱淬火根據加熱頻率不同,可分為超高頻(27MHZ),高頻(200-250KHZ),中頻(2500-8000HZ)和工頻(50HZ)。由于電流頻率不同,加熱時感應電流透人深度不同。使用高頻時,感應電流透入深度很小(約0.5mm),主要用于小模數齒輪和小軸類零件的表面淬火;使用中頻時,感應電流透人深度(約5~10 mm),主要用于中、小模數的齒輪、凸輪軸、曲軸的表面淬火;使用超高頻時,感應電流透人深度極小,主要用于鋸齒、刀刃、薄件的表面淬火;使用工頻時,電流透人深度較大(超過10mm),主要用于冷軋輥表面淬火。 超音頻是頻率介于高頻和中頻之間的一個頻率稱謂。近年隨著感應加熱技術的發展,超音頻感應加熱設備因其頻率的很好適應性,已經成為感應加熱領域的主流頻率,本文主要介紹幾種超音頻加熱淬火實例。 1. 齒形高頻 如下圖1為所示例齒形零件,材料45#,產品厚度5mm,熱處理要求:齒部高頻硬度HRC35-42。 加熱設備采用超音頻淬火電流,感應器設計如下圖2所示。 2. 孔高頻 如下圖3為所示例零件,材料為45#,產品厚度3mm,熱處理要求:大孔高頻硬度HRC37-43。 加熱設備采用超音頻淬火電流,感應器設計如下圖4所示。 3. 平面高頻 如下圖5 為所示例零件,材料為45#,產品厚度3mm,熱處理要求:平面局部高頻硬度HRC45-54。 加熱設備采用超音頻淬火電流,感應器設計如下圖6所示。 由于超音頻是頻率介于高頻和中頻之間,因此電流透人深度介于0.5mm~5mm之間,適用于中、小金屬件高頻淬火處理。以上示例如有不同意見歡迎交流指正。