
制定管材冷軋冷拔生產(chǎn)(見管材冷軋冷拔機組)的工藝流程及變形規(guī)程。在管材冷軋冷拔機組中,在產(chǎn)品投產(chǎn)以前必須對它的生產(chǎn)工藝流程、變形參數(shù)和加工設備選擇等有一個明確的規(guī)定,作為組織生產(chǎn)和進行操作的依據(jù),這項工作就是編制工藝程序表。根據(jù)所采用的冷加工方法,工藝程序表可分為拔制表(采用冷拔變形)和軋制表(采用冷軋變形)以及軋制和拔制表(采用冷軋冷拔兩種方式變形),由于管材冷軋冷拔生產(chǎn)特點是多工序和循環(huán)性,而且品種很多,為了使生產(chǎn)能合理和有秩序地進行,編制工藝程序表是很重要的。工藝程序表的內(nèi)容包括有:管料尺寸,變形方式和道次,每道次的變形量及變形后管子尺寸,選用的加工設備、輔助工序和工模具類型等。編制工藝程序表時,除根據(jù)材料加工特性和管子技術(shù)條件外,還必須考慮具體的生產(chǎn)條件。各冷拔冷軋機組都有根據(jù)自己生產(chǎn)條件制定的工藝程序表,并且在生產(chǎn)實踐中不斷地進行修改和完善。
冷加工方式的配置 按冷軋和冷拔使用情況,方式配置可有單一冷軋、單一冷拔和冷軋冷拔結(jié)合3種方案。
(1)單一冷軋方案。和冷拔相比,冷軋變形時應力狀態(tài)好,道次變形量大,可減少中間工序并縮短生產(chǎn)周期,能降低消耗和降低成本,適宜加工塑性差的高合金鋼管和難變形的有色金屬。其缺點是生產(chǎn)力低,生產(chǎn)靈活性較小。
(2)冷軋冷拔結(jié)合的方案。是管材冷加工的合理方案,冷軋冷拔相結(jié)合可發(fā)揮冷軋變形量大和冷拔生產(chǎn)靈活的優(yōu)點,以減少工序、縮短生產(chǎn)周期、提高生產(chǎn)力和擴大品種。采用冷軋冷拔結(jié)合方案時,通常是管料先在冷軋機上軋到定壁或定壁前的某個道次,然后進行拔制,直至成品道次。
(3)單一冷拔方案。由于冷拔的道次變形量較小,變形道次多,中間工序多,生產(chǎn)周期長,金屬及輔助材料消耗大,單一冷拔方案不是最優(yōu)方案。但拔管機結(jié)構(gòu)比冷軋機簡單,投資少,操作容易掌握,工具的制造和更換方便,生產(chǎn)靈活性大,生產(chǎn)力也較高。故采用單一冷拔方案來加工碳鋼、低合金鋼管和一般有色金屬管在實際生產(chǎn)中有廣泛的應用。
管料尺寸的選擇 在冷加工管材生產(chǎn)中,管料的尺寸(直徑和壁厚)決定著變形道次、成品管尺寸精度和表面質(zhì)量。在能保證成品管質(zhì)量的前提下盡可能選用接近成品尺寸的管料。管料的最小壁厚應能保證管料和成品管的壁厚差(即總減壁量)能消除熱軋管表面的螺紋道、劃道等表面缺陷,改善壁厚不均,以獲得尺寸公差和表面質(zhì)量都符合要求的管材。在冷拔管生產(chǎn)中,冷拔的最小總減壁量一般取0.5~1mm。對成品管質(zhì)量(尺寸精度、表面質(zhì)量)要求高時也可以將總減壁量取大一些。在可供應條件下,管料的直徑一般比成品管的直徑大5~20mm。主要是考慮減徑量與減壁量的關(guān)系,即變形時有一定的減壁量必定有相應的減徑量,才能保證順利實現(xiàn)金屬變形。
選擇冷軋管料與冷拔的原則基本相同,但在確定管料和中間管尺寸時則要考慮滿足冷軋機孔型系統(tǒng)的要求。
道次變形量的選擇即確定每個加工道次的變形程度(斷面壓縮率、延伸系數(shù))、減徑量和減壁量。在條件允許時,應選取大的道次變形量,以減少加工道次。選擇冷軋管機道次變形量時要考慮軋機主要部件強度、材料塑性、對管材的質(zhì)量要求等。在實際生產(chǎn)中管材的尺寸精度、表面狀態(tài)以及工具的壽命等常成為限制道次變形量的因素。為了保證產(chǎn)量和質(zhì)量,成品道次的變形量應取小一些。在多輥式冷軋管機上道次變形量(特別是減徑量)比二輥式冷軋管機的小。
選擇冷拔機道次變形量的影響因素有:金屬的冷加工性能(包括金屬的強度和塑性)、管身強度(拔制時不能出現(xiàn)拔斷現(xiàn)象)、拔管機能力以及選用的拔制方式(見管材冷軋冷拔)和模具類型(見冷拔管工具)。在選擇拔制道次變形量時還應考慮的因素有:連拔道次(道次中間不經(jīng)熱處理)的多少,熱處理、酸洗、潤滑質(zhì)量的好壞。
變形道次的確定 變形道次按下式確定: ,式中
,式中 為由管料加工到成品的總延伸系數(shù),
為由管料加工到成品的總延伸系數(shù), ;F0為管料截面積;Fk為成品管截面積;μc為平均延伸系數(shù)。
;F0為管料截面積;Fk為成品管截面積;μc為平均延伸系數(shù)。
在采用軋拔結(jié)合方案時,可先根據(jù)機組中冷軋管機和冷拔管機的配置以及冷軋管機已有的孔型系統(tǒng)等具體條件,確定由冷軋轉(zhuǎn)為冷拔時中間管的尺寸,然后再分別計算冷軋和冷拔的道次,兩者之和即為總的變形道次。
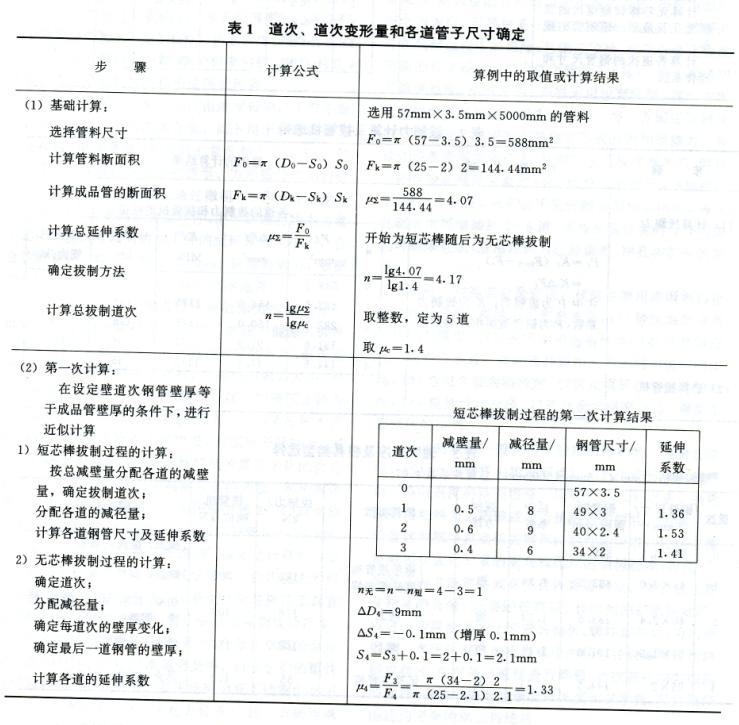
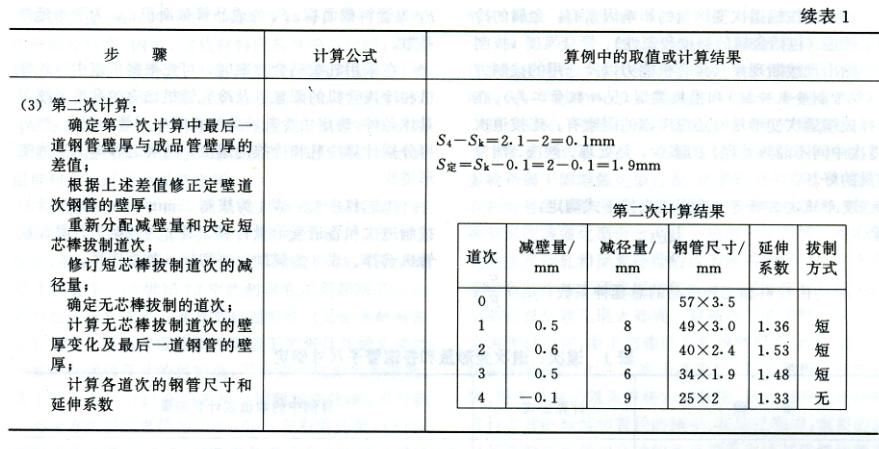
工藝程序表 表1為拔制25mmx2mm鍋爐管的拔制道次和各道變形量計算。表2為拔制力計算和拔管機選擇。表3為輔助工序和模具類型選擇。

| |